
- English
- Chinese
- French
- German
- Portuguese
- Spanish
- Russian
- Japanese
- Korean
- Arabic
- Irish
- Greek
- Turkish
- Italian
- Danish
- Romanian
- Indonesian
- Czech
- Afrikaans
- Swedish
- Polish
- Basque
- Catalan
- Esperanto
- Hindi
- Lao
- Albanian
- Amharic
- Armenian
- Azerbaijani
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Cebuano
- Chichewa
- Corsican
- Croatian
- Dutch
- Filipino
- Finnish
- Frisian
- Galician
- Georgian
- Gujarati
- Haitian
- Hausa
- Hawaiian
- Hebrew
- Hmong
- Hungarian
- Icelandic
- Igbo
- Javanese
- Kannada
- Kazakh
- Khmer
- Kurdish
- Kyrgyz
- Latin
- Latvian
- Lithuanian
- Luxembou..
- Macedonian
- Malagasy
- Malay
- Malayalam
- Maltese
- Maori
- Marathi
- Mongolian
- Burmese
- Nepali
- Norwegian
- Pashto
- Persian
- Punjabi
- Serbian
- Sesotho
- Sinhala
- Slovak
- Slovenian
- Somali
- Samoan
- Scots Gaelic
- Shona
- Sindhi
- Sundanese
- Swahili
- Tajik
- Tamil
- Telugu
- Thai
- Ukrainian
- Urdu
- Uzbek
- Vietnamese
- Welsh
- Xhosa
- Yiddish
- Yoruba
- Zulu
- Kinyarwanda
- Tatar
- Oriya
- Turkmen
- Uyghur











Tooted




 grafiitelektrood – loodud üliraskete ahjude jaoks")
 grafiitelektrood – loodud üliraskete ahjude jaoks")
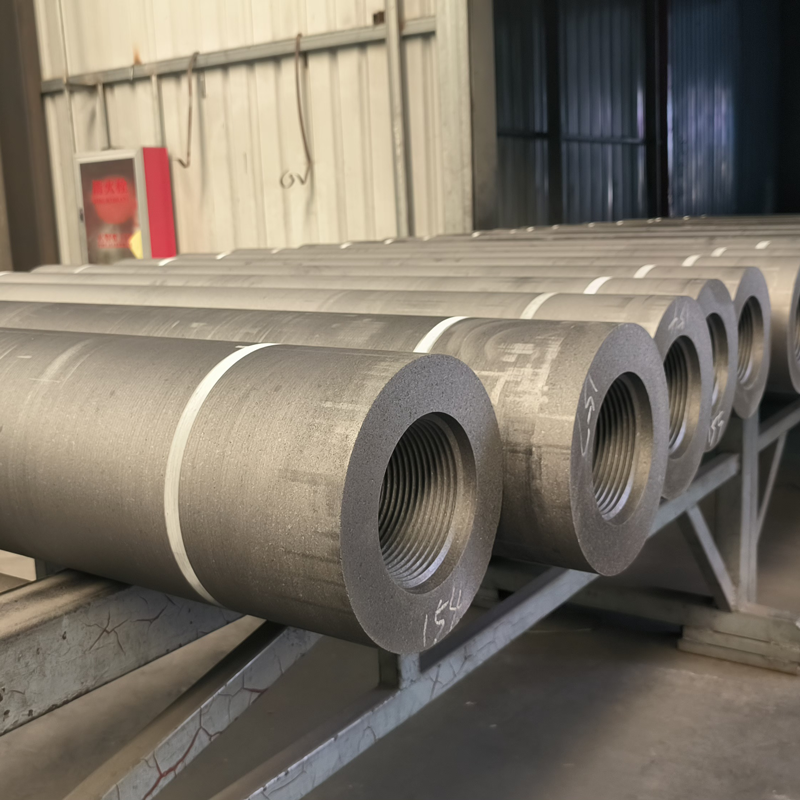
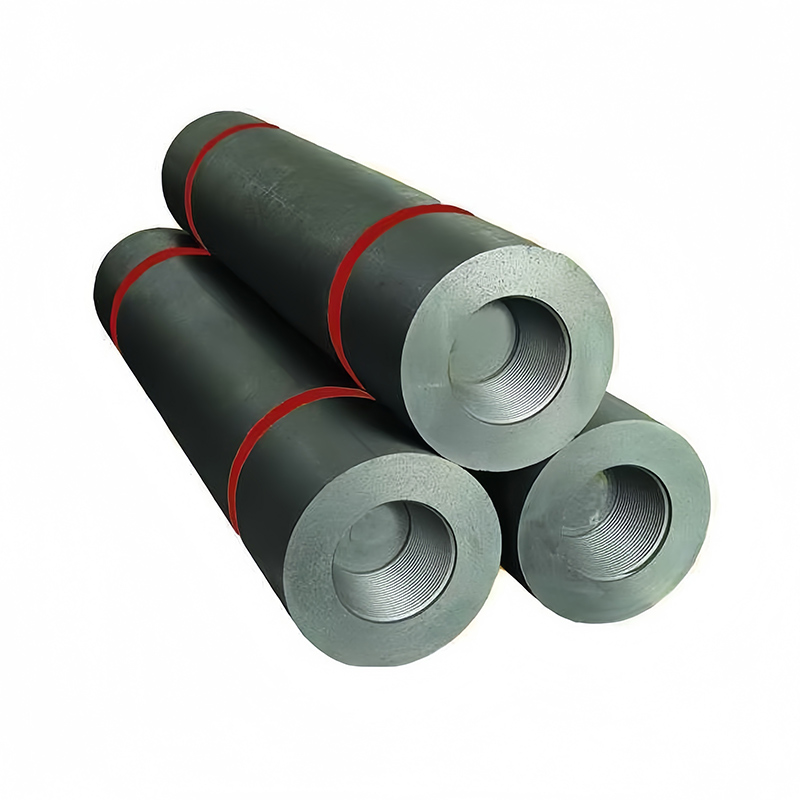
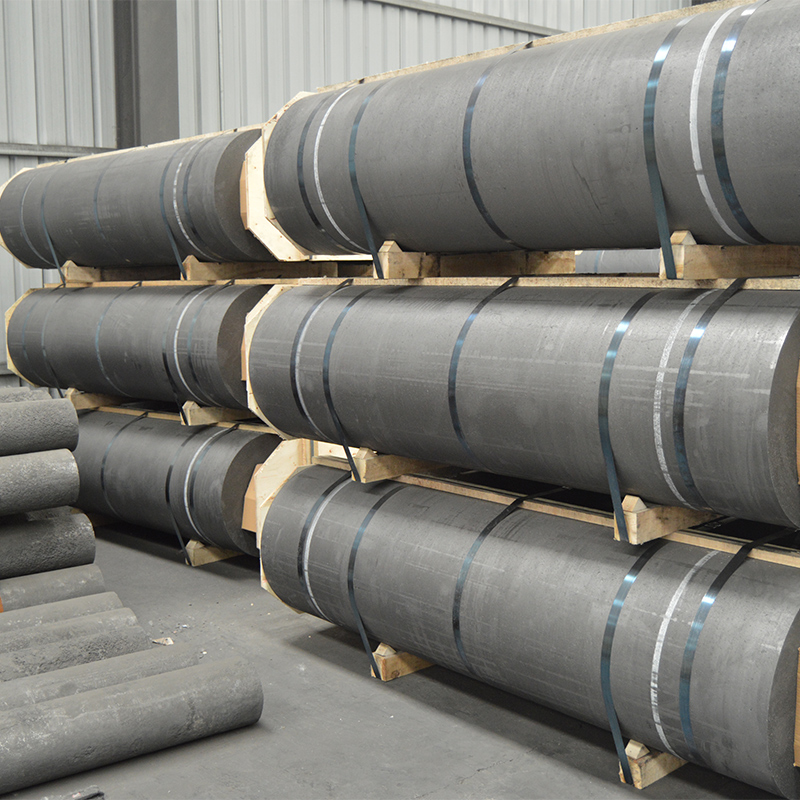
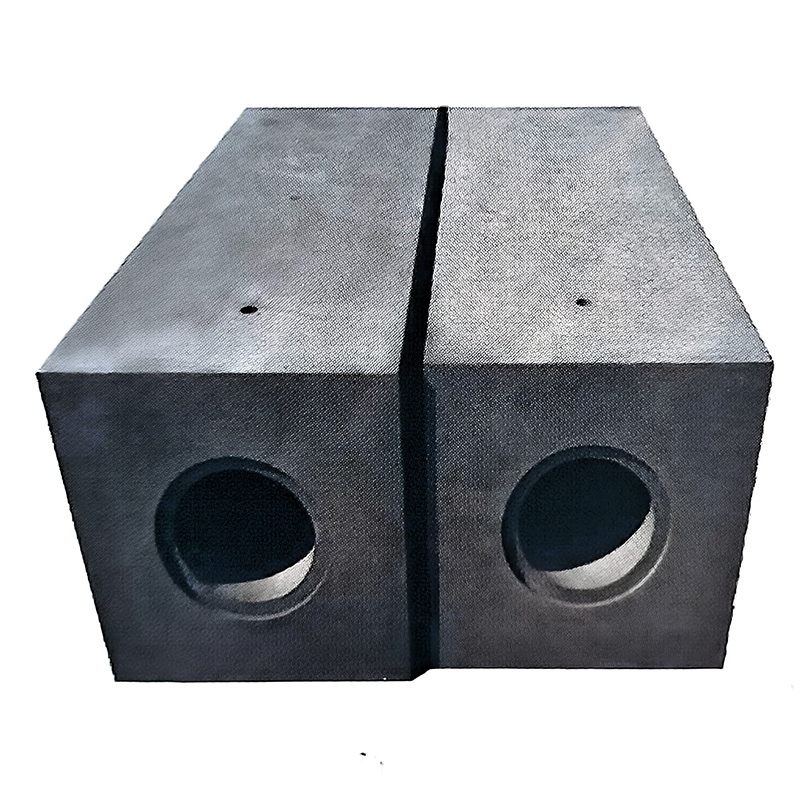
600 mm suure võimsusega (HP) grafiitelektrood – loodud üliraskete ahjude jaoks
600 mm suure võimsusega grafiitelektrood on loodud spetsiaalselt suuremahuliste elektrikaarahjude (EAF) ja sukelkaarahjude (SAF) jaoks. See tagab suurepärase elektrijuhtivuse, oksüdatsioonikindluse ja termilise stabiilsuse, muutes selle usaldusväärseks ja tõhusaks valikuks äärmuslike kõrgete temperatuuride metallurgia jaoks.
Kirjeldus
marker
Toote ülevaade
See 600 mm HP grafiitelektrood on suure läbimõõduga suure jõudlusega süsinikmaterjal, mis on loodud ülisuure võimsusega metallurgilisteks operatsioonideks. Seda kasutatakse laialdaselt roostevaba terase rafineerimisel, ferrosulamite sulatamisel ja muudes nõudlikes keskkondades, mis nõuavad püsivat kõrge voolu ja temperatuuri stabiilsust.
HP grafiitelektroodi parameetrid - 600 mm
| Üksus | Üksus | Elektrood | Nibu |
| Vastupidavus | μΩ·m | 5,2 ~ 6,5 | 3,2 ~ 4,3 |
| Painutustugevus | MPa | ≥ 10,0 | ≥ 22,0 |
| Elastne moodul | GPa | ≤ 12,0 | ≤ 15,0 |
| Puistetihedus | g/cm³ | 1,68 ~ 1,72 | 1,78 ~ 1,83 |
| Soojuspaisumine CTE | 10⁻⁶/℃ | ≤ 2,0 | ≤ 1,8 |
| Tuha sisu | % | ≤ 0,2 | ≤ 0,2 |
| Lubatud vool | A | — | 38000–58000 |
| Voolu tihedus | A/cm² | — | 13–21 |
| Tegelik läbimõõt | mm | Max 613 min 607 | — |
| Tegelik pikkus | mm | 1800–2700 kohandatav | — |
| Pikkuse tolerants | mm | ±100 | — |
| Lühike pikkus | mm | — | — |
Tooraine ja tootmisprotsess
● Materjali koostis:
①75% esmaklassiline naftapõhine nõelkoks (saadetud Jaapanist, USA-st või Koreast)
②25% kivisöetõrva pigikoksi optimeeritud kulutasuvuse tagamiseks
③ Kõrge pehmenemispunktiga modifitseeritud kivisöetõrva pigi sideaine, millel on suurepärane süsiniku saagis ja immutusomadused
● Vormimistehnoloogia:
Ekstrusioon või isostaatiline pressimine suure tonnaaži all tagab tiheda, isotroopse struktuuri minimaalsete sisemiste defektidega.
● Grafitiseerimine:
Läbiviidud LWG (longitudinal Graphitization Furnace) või Achesoni ahjudes (siseläbimõõt ≥2,2m) temperatuuril ≥3000°C, et saavutada ühtlane kristallide joondamine ja paremad termilised/elektrilised omadused.
Immutamine ja uuesti küpsetamine:
Mitmekordne vaakumsurveimmutamine ja sekundaarsed küpsetusprotsessid vähendavad dramaatiliselt avatud poorsust ja suurendavad oksüdatsioonikindlust.
Rakendused
600 mm HP grafiitelektroode kasutatakse tavaliselt:
● ≥300-tonnised ülisuure võimsusega elektrikaarahjud (UHP EAF) terase tootmiseks (süsinikteras, roostevaba teras)
● Suuremahulised veealused kaarahjud (SAF) ferrosulamitele, nagu FeMn, SiMn, FeCr
● Suurepärast soojusjuhtivust ja soojusstabiilsust eeldav värviline metallurgia
● Pidev valamine ja pika kaare kestusega toimingud nutikates terasetootmiskeskkondades
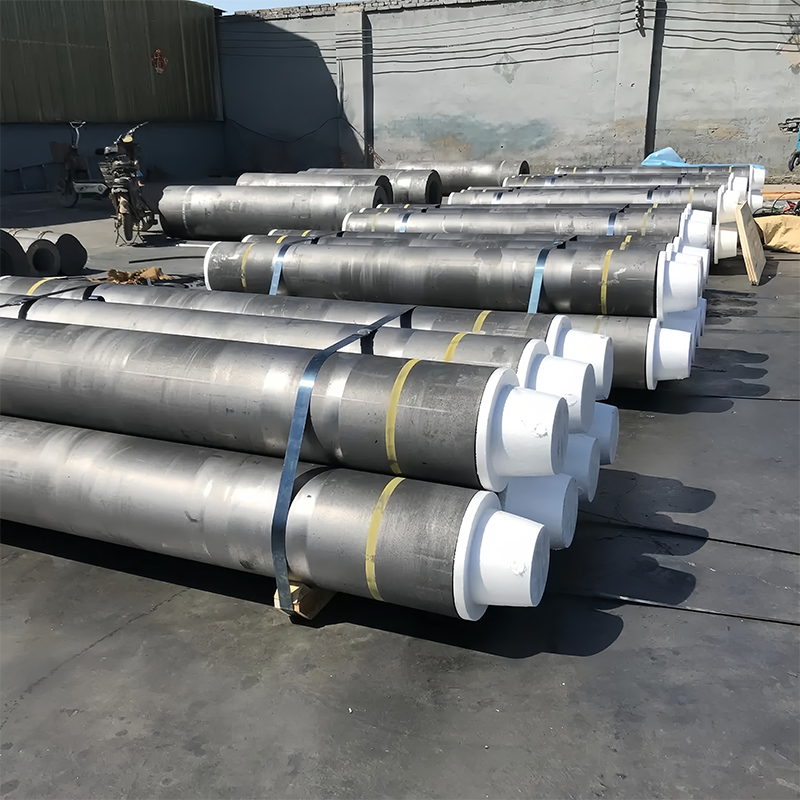
Hoiustamis- ja käsitsemisjuhised
● Niiskuse kaitse: Hoida kuivas, hästi ventileeritavas kohas, et vältida termilist pragunemist ja oksüdatsiooni.
● Säilitustemperatuur: Optimaalse seisukorra saavutamiseks hoida temperatuuril 25°C ± 5°C.
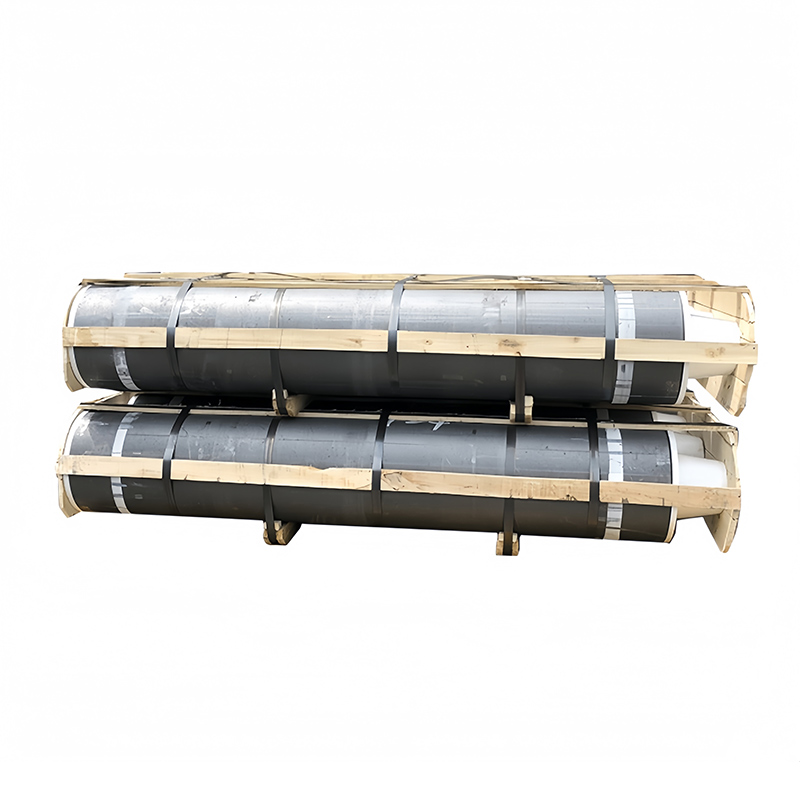
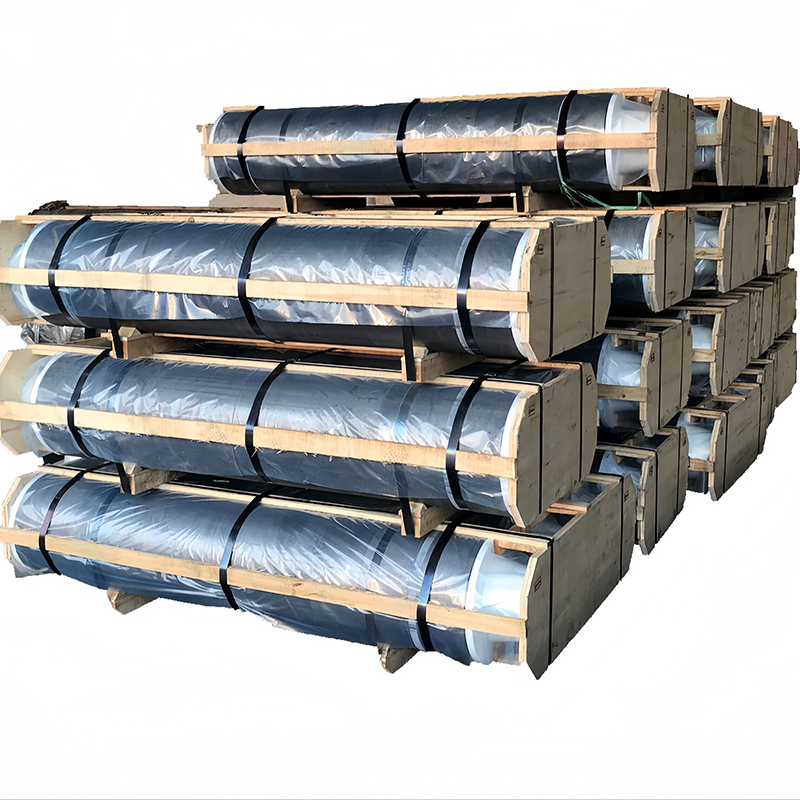
● Pakendamine: Tugevad puidust kastid veekindlate sisemiste vooderdiste ja lööke neelavate patjadega.
● Tõstmine ja käsitsemine: Kasutage ainult pehmeid tõsterihmasid või spetsiaalseid troppe; ärge laske metallkettidel ega kahvlitel keerme ega elektroodi pinnaga kokku puutuda.
Peamised jõudluse eelised
● Erakordne kaare stabiilsus ja murdumisvastane jõudlus äärmuslike kuumakoormuste korral
● Madala poorsusega struktuur suurendab oksüdatsioonikindlust ja suurendab kasutusiga
● Madal elektroodide kulu (optimeeritud tingimustes 1,7–2,2 kg tonni terase kohta)
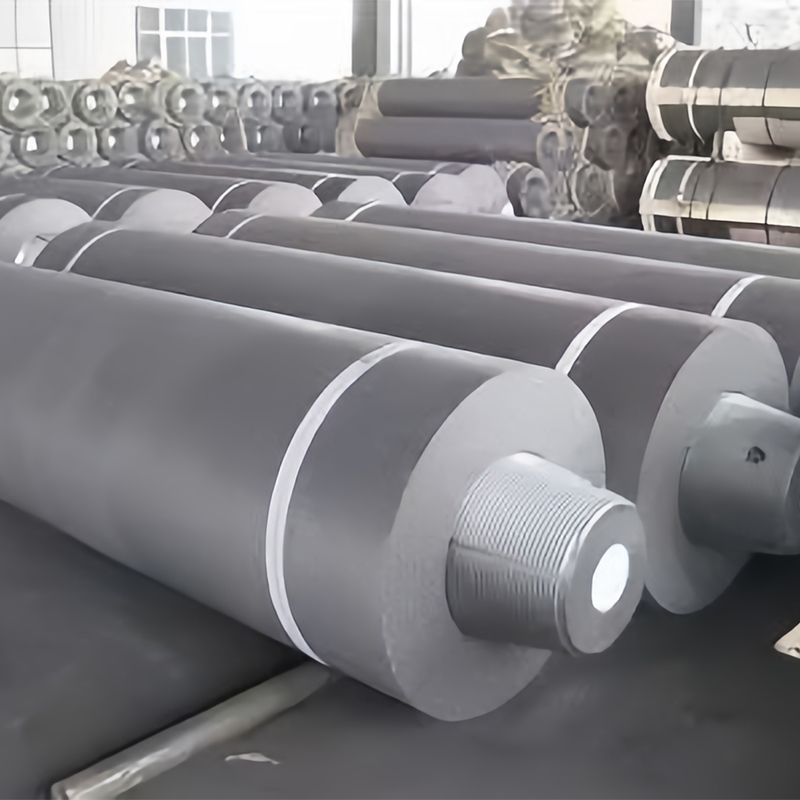
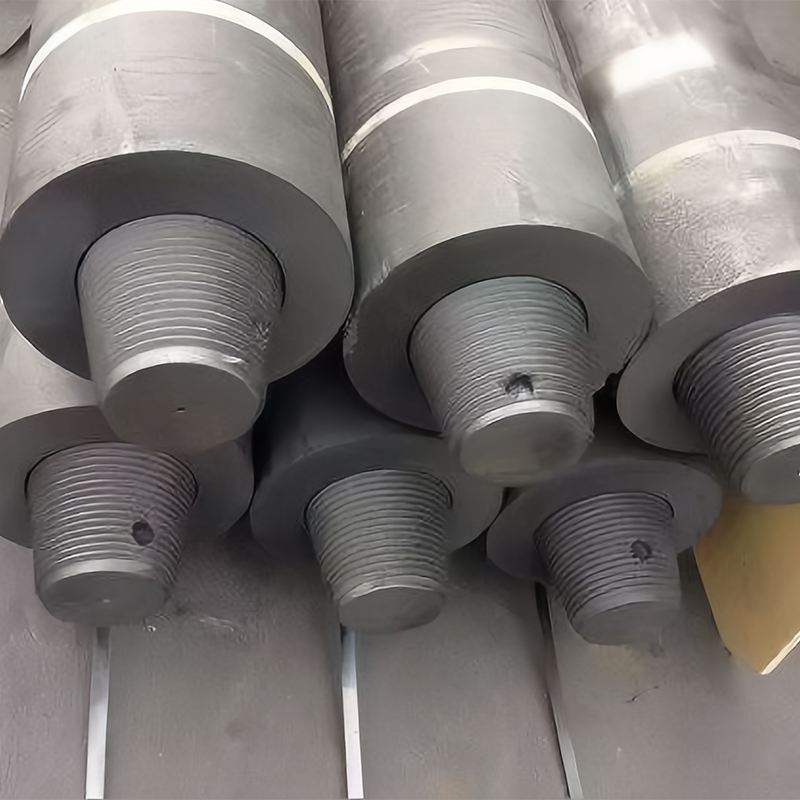
● Täpselt sobiv HP nippel tagab turvalise elektriühenduse minimaalse takistusega
● Ühildub automaatse klambriga ja intelligentsete terasetootmissüsteemidega
 grafiitelektrood – loodud üliraskete ahjude jaoks")
 grafiitelektrood – loodud üliraskete ahjude jaoks")
võtke meiega ühendust
Seotud populaarsed tooted
300 mm UHP grafiitelektrood – ülimalt suure võimsusega grafiitlahendus suure jõudlusega EAF-süsteemide jaoks
300 mm UHP grafiitelektrood, mis sobib suure võimsusega elektrikaarahjudele, vahukulbiga rafineerimisahjudele ja ferrosulamiahjudele, pakub erakordset elektrijuhtivust ja kuumakindlust, muutes selle ideaalseks elektroodilahenduseks kiireks sulatamiseks ja energiasäästlikuks terase tootmiseks.

300 mm HP grafiitelektrood – suure võimsusega lahendus kaarahjudele
300 mm HP grafiitelektrood on mõeldud elektrikaarahjude, kulbiga ahjude ja sukelkaarahjude jaoks terase ja ferrosulami tootmisel. See töötab usaldusväärselt kõrge temperatuuri ja suure voolu tingimustes, pakkudes stabiilset juhtivust, madalat soojuspaisumist ja kõrget sulamistõhusust – ideaalne nõudlikesse metallurgiakeskkondadesse.
350 mm UHP grafiitelektrood – ülimalt suure võimsusega esmaklassiline lahendus EAF-i terase tootmiseks
350 mm UHP grafiitelektrood sobib ideaalselt suure võimsusega EAF terase tootmiseks, võimaldades jääkide ja DRI kiiret sulatamist stabiilse voolu ja väikese tarbimisega. See sobib ka kulbidega rafineerimiseks ning ferrosulamite ja värviliste metallide sulatamiseks kõrgel temperatuuril, suurendades tootlikkust ja terase puhtust.
Grafiitelektrood
Ettevõtte ülevaade Meie ettevõte toodab peamiselt Ø200mm kuni Ø1400mm grafiitelektroode Regular Pow...

RP grafiitelektroodid
RP grafiitelektroode kasutatakse laialdaselt väikestes ja keskmistes elektrikaarahjudes terase, räni, fosfori ja alumiiniumi tootmiseks. Need sobivad mõõduka voolutihedusega, pakkudes suurepärast elektrijuhtivust ja termilist stabiilsust – traditsiooniliste metallurgiaprotsesside jaoks hädavajalikud tarbekaubad.

500 mm RP grafiitelektrood – täiustatud jõudlus suuremahuliste elektrikaarahjude jaoks
500 mm RP grafiitelektrood on mõeldud suure võimsusega EAF-ide jaoks, pakkudes suurepärast juhtivust, mehaanilist tugevust ja termilist stabiilsust. Täiustatud tootmine tagab madala takistuse ja kõrge soojustakistuse, vähendades elektroodide tarbimist ja suurendades terase valmistamise efektiivsust – see on kulutõhus lahendus.

Poolgrafitiseeritud naftakoks (SGPC)
SGPC-d kasutatakse laialdaselt EAF-i terase valmistamisel, valukodades ja elektroodide tootmisel kulutõhusa karburaatorina, mis parandab sulamiskvaliteeti ning sobitab RP-elektroodide tootmist ja madala juhtivusega rakendusi.

450 mm suure võimsusega (HP) grafiitelektrood – optimeeritud kollase fosfori ja roostevaba terase sulatamiseks
450 mm HP grafiitelektrood on optimeeritud kollase fosfori ja roostevaba terase sulatamiseks, pakkudes suurepärast juhtivust, vastupidavust soojuslöögile ja vastupidavust oksüdatsioonile suure koormusega töödel.

Grafiitvardad – loodud kasutamiseks kõrgel temperatuuril ja elektroodidega
Grafiitvardaid kasutatakse laialdaselt elektrikaarahjude (EAF) terase valmistamisel, EDM-i töötlemisel, vaakum- ja takistusahju kuumutamisel, kõrgtemperatuuriliste sulamite valamisel, elektrolüütilistel ja plaadistusprotsessidel, päikeseenergia, liitiumaku ja vesiniku energiasüsteemides. Suurepärase elektrijuhtivuse, soojustakistuse ja keemilise stabiilsusega on need ideaalsed materjalid arenenud tööstuslike rakenduste jaoks, mis nõuavad kõrge temperatuuri vastupidavust ja täpset juhtivust.

HP grafiitelektroodid
HP grafiitelektroode kasutatakse laialdaselt elektrikaarahjude terase valmistamisel, metallurgilistes protsessides ja kõrgtemperatuurilises elektrolüüsis. Nende suurepärane juhtivus ja kuumakindlus parandavad märkimisväärselt sulatamise efektiivsust ja toote kvaliteeti, muutes need tänapäevases metallurgias hädavajalikuks.

350 mm HP grafiitelektrood – suure jõudlusega lahendus EAF- ja LF-rakendustele
350 mm HP grafiitelektrood sobib ideaalselt EAF terase valmistamiseks, LF sekundaarseks rafineerimiseks ja SAF sulamite tootmiseks, sobib süsinikterase ja värviliste metallide sulatamiseks, tagades stabiilse kaare jõudluse ja suurepärase metalli puhtuse.

550 mm RP grafiitelektrood – suure jõudlusega lahendus suure võimsusega elektrikaarahjudele
Ideaalne suure võimsusega elektrikaarahjude (EAF), kulbiga ahjude (LF) ja sukelkaarahjude (SAF) jaoks. Laialdaselt kasutatav suure võimsusega terasetehastes ja ferrosulamite tootmises, eriti üle 700 000 tonni aastas tootvates rajatistes, mille eesmärk on vähendada elektroodide tarbimist ja parandada protsessi stabiilsust.

450 mm UHP grafiitelektroodi tehniline ülevaade
450 mm ülisuure võimsusega (UHP) grafiitelektrood on kriitiline kulumaterjal, mida kasutatakse laialdaselt elektrikaarahjude (EAF) terase valmistamisel, kulbide rafineerimisel ja värvilise metalli metallurgias. See tagab suurepärase elektrijuhtivuse, soojuslöögikindluse ja mehaanilise tugevuse, et optimeerida ahju jõudlust ja terase kvaliteeti.
600 mm UHP grafiitelektrood
600 mm UHP grafiitelektroodi kasutatakse laialdaselt elektrikaarahjudes (EAF) ja kulbahjudes (LF), mis sobivad kõrgel temperatuuril ja suure koormusega töödel. Suurepärase elektrijuhtivuse, soojuslöögikindluse ja väikese tarbimisega sobib see ideaalselt vanaraua, DRI ja värviliste metallide sulatamiseks, mistõttu on see eelistatud valik täiustatud metallurgiarakendustes.
Kohandatud grafiidist erikujulised osad Täppistöödeldud grafiidikomponendid
Grafiidi erikujulised osad on oma suurepärase juhtivuse, termilise stabiilsuse ja keemilise vastupidavuse tõttu üliolulised metallurgias, valamises, pooljuhtides, PV- ja kõrgtemperatuurilistes vormisüsteemides.

Grafitiseeritud naftakoks (GPC)
GPC on ülimadala väävlisisaldusega, kõrge puhtusastmega, suurepärast juhtivust ja termilist stabiilsust täiustatud metallurgia- ja energiatööstuse jaoks ülimalt oluline UHP grafiitelektroodide tootmisel, terase taaskarburiseerimisel, aku anoodidel ja alumiiniumkatoodidel.