
- English
- Chinese
- French
- German
- Portuguese
- Spanish
- Russian
- Japanese
- Korean
- Arabic
- Irish
- Greek
- Turkish
- Italian
- Danish
- Romanian
- Indonesian
- Czech
- Afrikaans
- Swedish
- Polish
- Basque
- Catalan
- Esperanto
- Hindi
- Lao
- Albanian
- Amharic
- Armenian
- Azerbaijani
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Cebuano
- Chichewa
- Corsican
- Croatian
- Dutch
- Estonian
- Filipino
- Finnish
- Frisian
- Galician
- Georgian
- Gujarati
- Haitian
- Hausa
- Hawaiian
- Hebrew
- Hmong
- Icelandic
- Igbo
- Javanese
- Kannada
- Kazakh
- Khmer
- Kurdish
- Kyrgyz
- Latin
- Latvian
- Lithuanian
- Luxembou..
- Macedonian
- Malagasy
- Malay
- Malayalam
- Maltese
- Maori
- Marathi
- Mongolian
- Burmese
- Nepali
- Norwegian
- Pashto
- Persian
- Punjabi
- Serbian
- Sesotho
- Sinhala
- Slovak
- Slovenian
- Somali
- Samoan
- Scots Gaelic
- Shona
- Sindhi
- Sundanese
- Swahili
- Tajik
- Tamil
- Telugu
- Thai
- Ukrainian
- Urdu
- Uzbek
- Vietnamese
- Welsh
- Xhosa
- Yiddish
- Yoruba
- Zulu
- Kinyarwanda
- Tatar
- Oriya
- Turkmen
- Uyghur











Termékek





 grafitelektróda – Sárga foszfor és rozsdamentes acél olvasztására optimalizálva")
 grafitelektróda – Sárga foszfor és rozsdamentes acél olvasztására optimalizálva")
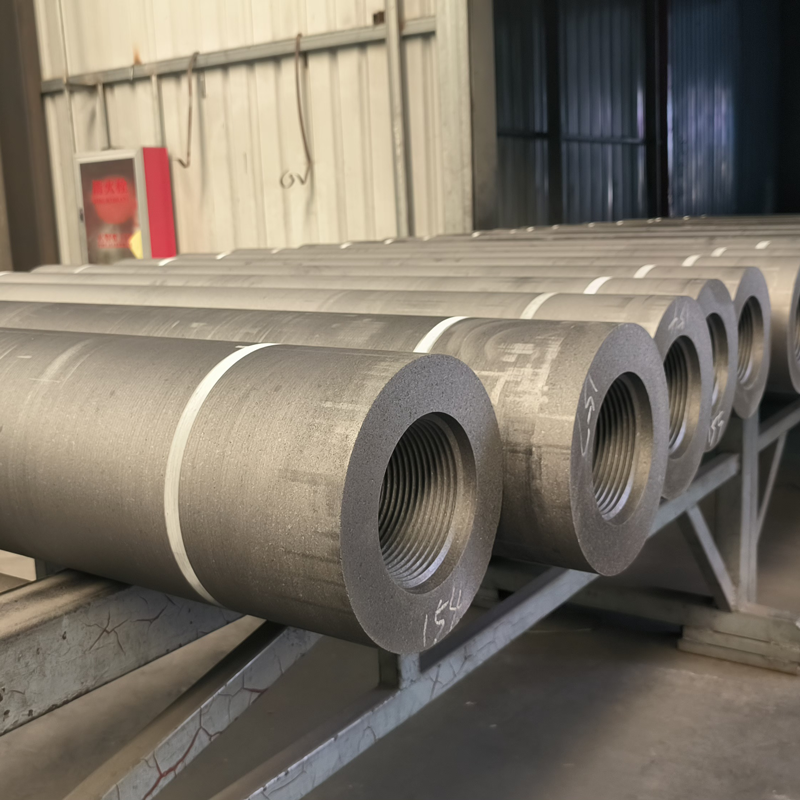
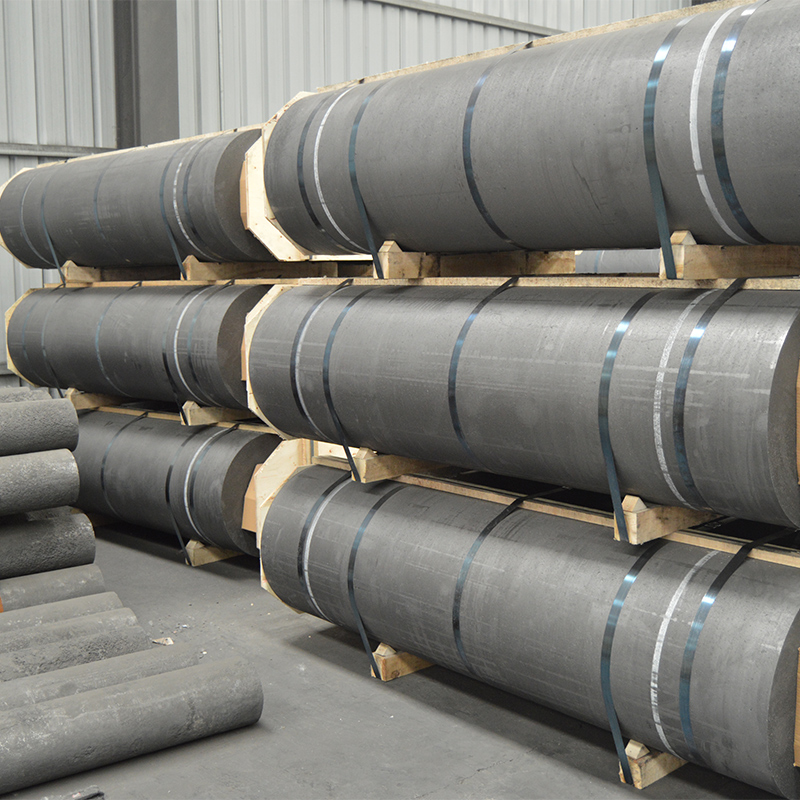
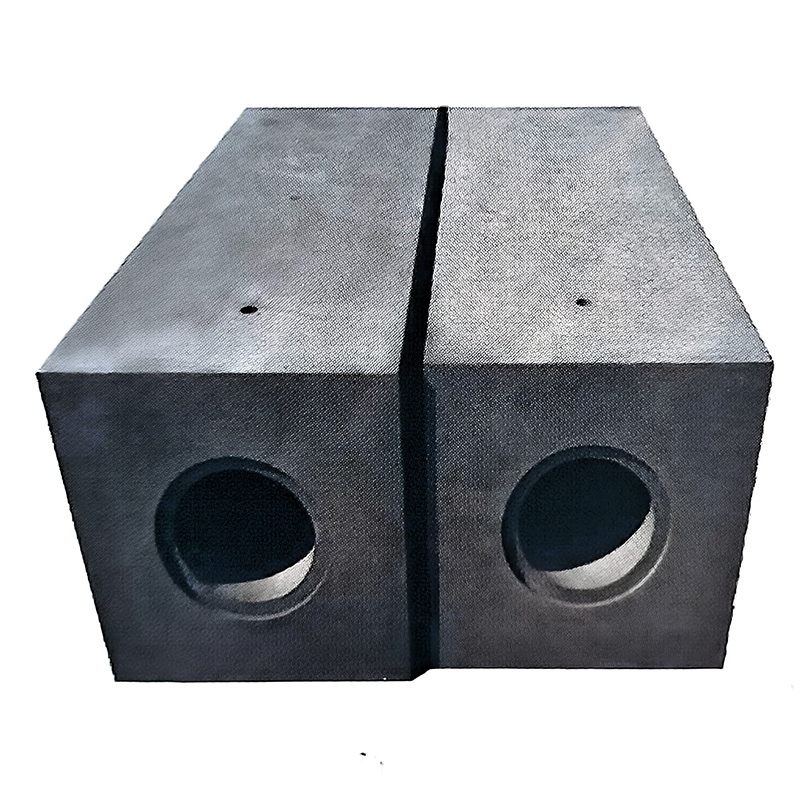
450 mm nagy teljesítményű (HP) grafitelektróda – Sárga foszfor és rozsdamentes acél olvasztására optimalizálva
A 450 mm-es HP grafitelektróda sárga foszfor és rozsdamentes acél olvasztására van optimalizálva, kiváló vezetőképességet, hősokkállóságot és oxidációs tartósságot biztosít nagy terhelésű műveleteknél.
Leírás
marker
Alapleírás
A 450 mm-es nagy teljesítményű (HP) grafitelektródát kifejezetten magas hőmérsékletű elektromos olvasztási műveletekhez tervezték, beleértve a sárga foszfor előállítását merülőívkemencékben (SAF) és a rozsdamentes acél finomítását elektromos ívkemencékben (EAF). A 15-24 A/cm² áramsűrűség tartományával ez az elektróda egyenletes elektromos teljesítményt és szerkezeti integritást biztosít nagy termikus és mechanikai terhelés mellett.
HP grafitelektróda paraméterei – 450 mm
| Tétel | Egység | Elektróda | Mellbimbó |
| Ellenállás | μΩ·m | 5,2 ~ 6,5 | 3,5 ~ 4,5 |
| Hajlítóerő | MPa | ≥ 11,0 | ≥ 22,0 |
| Rugalmas modulus | GPa | ≤ 12,0 | ≤ 15,0 |
| Térfogatsűrűség | g/cm³ | 1,68 ~ 1,73 | 1,78 ~ 1,83 |
| Hőtágulási CTE | 10⁻⁶/℃ | ≤ 2,0 | ≤ 1,8 |
| Ash tartalom | % | ≤ 0,2 | ≤ 0,2 |
| Engedélyezett áram | A | — | 25000-40000 |
| Áramsűrűség | A/cm² | — | 15–24 |
| Valós átmérő | mm | Max 460 Min 454 | — |
| Tényleges hossz | mm | 1800 ~ 2400 testreszabható | — |
| Hossz tűrés | mm | ±100 | — |
| Rövid hossz | mm | — | — |
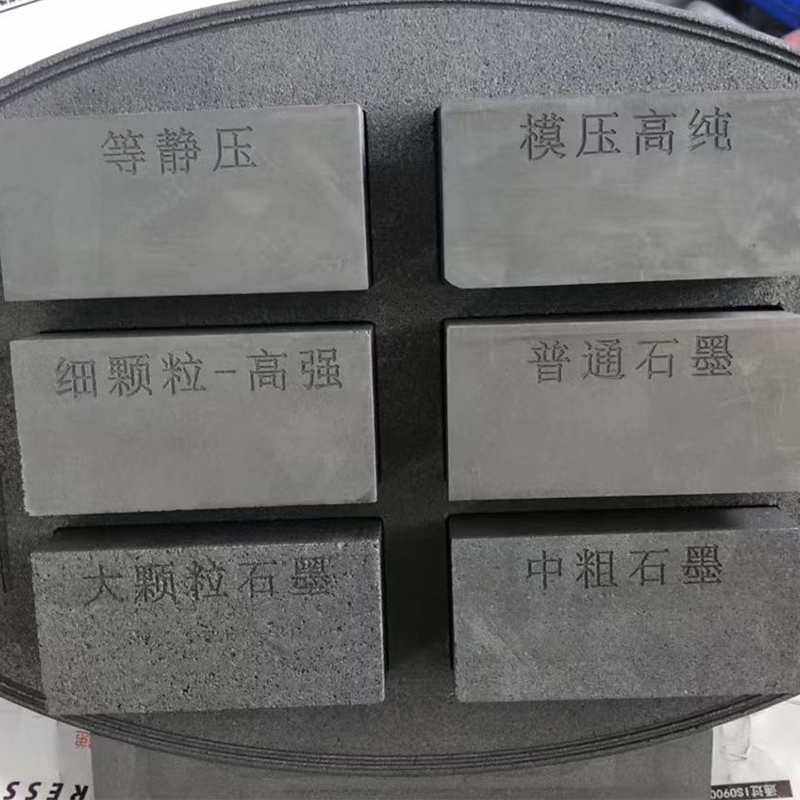
Nyersanyagok és gyártási folyamat
Az elektródát 60% prémium tűkokszból (Japánból és Dél-Koreából származó) és 5% szurokkokszból álló nyersanyagkeverékből állítják elő a hősokkállóság és a mechanikai szilárdság fokozása érdekében. Kötőanyagként módosított kőszénkátrány-szurkot használnak a mélyszurok-impregnálás és az optimális szénkötés biztosítása érdekében.
Az alakítás hibrid technikával történik, amely magában foglalja a vibrációs tömörítést és az izosztatikus préselést. Ez a fejlett eljárás egyenletes sűrűségeloszlást, csökkentett belső mikrohibákat és jobb izotrópiát biztosít.
A grafitizálást 3000 °C-hoz közelítő csúcshőmérsékleten hajtják végre, hogy javítsák a kristályosodást, ami alacsonyabb elektromos ellenállást és jobb hővezetőképességet eredményez. Az elektródákat ezután egy másodlagos impregnálási eljárásnak vetik alá a porozitás minimalizálása és az oxidációval szembeni ellenállás további fokozása érdekében.
Alkalmazási kör
● Merülő ívkemencék (SAF) sárga foszfor (P4) olvasztásához
● Elektromos ívkemencék (EAF) rozsdamentes acél gyártásához
● Közepes és nagy terhelésű vasötvözetek és színesfémek olvasztása
Működési és környezetvédelmi szempontok
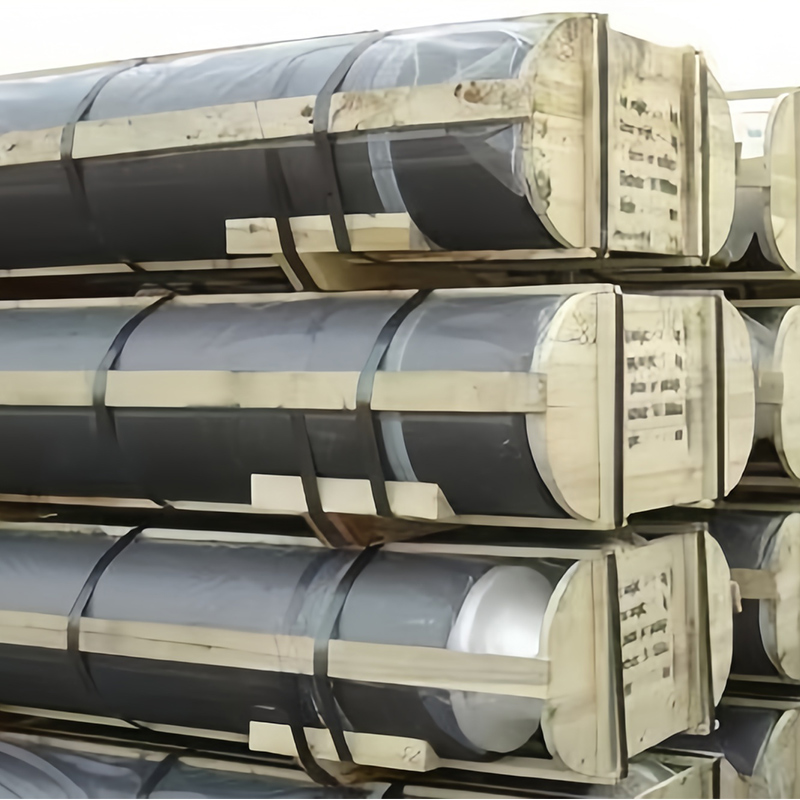
● Kezelés és szállítás:Használjon ütközésálló targoncát; Az elektródákat egyrétegű vízszintes konfigurációkban kell tárolni a mechanikai igénybevétel vagy a menetkárosodás elkerülése érdekében.
● Telepítés:Csatlakoztatás előtt a menetfelületeket száraz sűrített levegővel meg kell tisztítani. Kerülje a fémkefék vagy csiszolóeszközök használatát.
● Energia fogyasztás:A hozzávetőleges gyártási energiafelhasználás 7500 kWh/tonna.
● Környezetvédelmi megfelelőség:A füstgázkezelő rendszereknek, beleértve a kéntelenítő és porgyűjtő egységeket, meg kell felelniük a környezetvédelmi kibocsátási szabványoknak.
Teljesítmény összefoglaló
A 450 mm-es HP grafitelektróda kiváló hővezető képességet, mechanikai szilárdságot és oxidációs ellenállást kínál. Precíziós gyártása és nagy tisztaságú nyersanyagai hosszabb élettartamot, csökkentett elektródafogyasztást biztosítanak egy tonna fémre vetítve, és megbízható teljesítményt nyújtanak az energiaigényes elektromos kemenceműveletek során.
 grafitelektróda – Sárga foszfor és rozsdamentes acél olvasztására optimalizálva")
 grafitelektróda – Sárga foszfor és rozsdamentes acél olvasztására optimalizálva")
lépjen kapcsolatba velünk
Kapcsolódó népszerű termékek

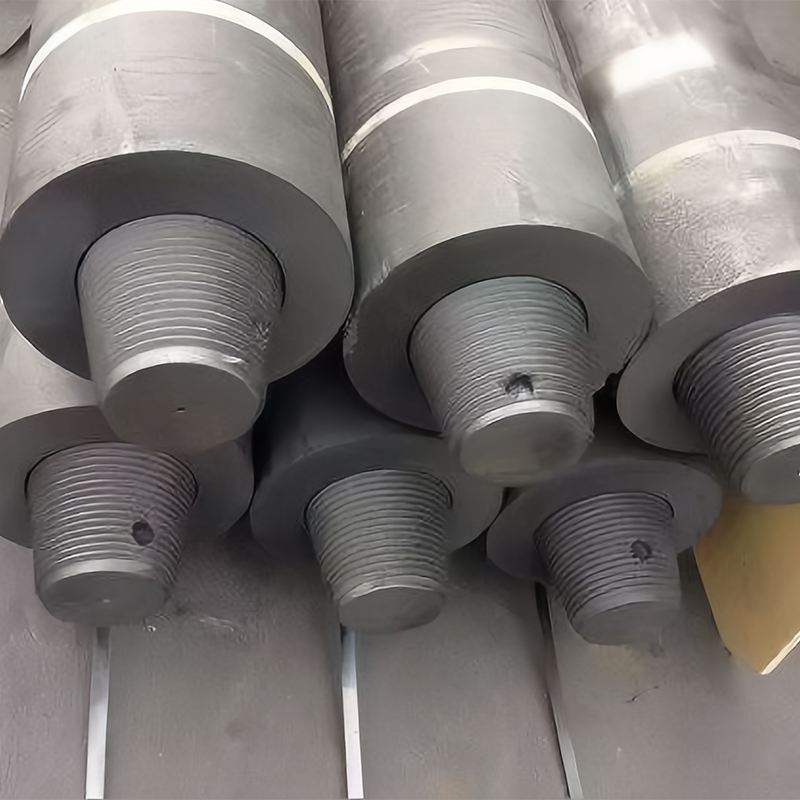
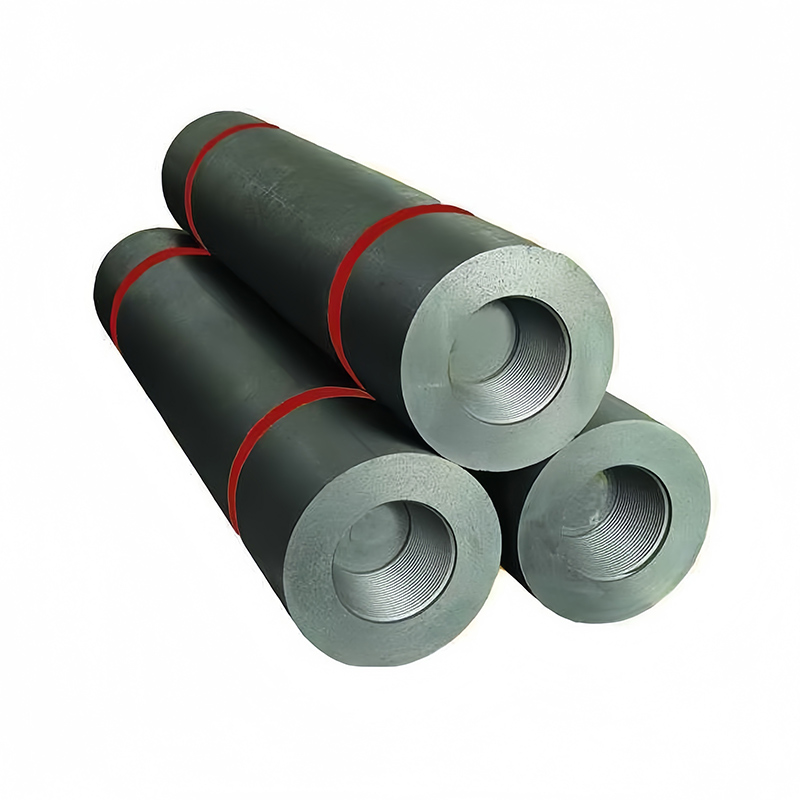
Grafit elektróda mellbimbók
A grafitelektróda csonkok az elektródaoszlopok szakaszainak összekapcsolására használt kritikus alkatrészek, amelyeket széles körben alkalmaznak a magas hőmérsékletű ipari berendezésekben, mint például az elektromos ívkemencékben (EAF), az üstkemencékben (LF) és a merülőíves kemencékben (SAF).
Grafit elektróda
Cégünk áttekintése Cégünk elsősorban Ø200mm-Ø1400mm grafitelektródákat gyárt Regular Pow...

400 mm-es RP grafit elektróda a stabil vezetőképesség és a mechanikai integritás érdekében a nagy volumenű EAF acélgyártásban
A 400 mm-es RP (Regular Power) grafitelektródát elektromos ívkemencékhez (EAF) tervezték, amelyek szabványos teljesítményviszonyok mellett működnek. Megbízható áramvezető képességet, ívstabilitást és mechanikai integritást kínál, így kiválóan alkalmas szén- és ötvözött acélgyártó létesítményekben, amelyek éves teljesítménye meghaladja az 500 000 tonnát.
650 mm / 700 mm RP-minőségű grafit elektródák
Tökéletes nagyméretű EAF-acélgyártáshoz, üstös finomításhoz és vasötvözetek gyártásához. Megtartja a kiváló vezetőképességet, hőstabilitást és mechanikai szilárdságot magas hősokk és nagy terhelés mellett.

400 mm HP grafitelektróda – Prémium nagy teljesítményű megoldás EAF, LF és SAF alkalmazásokhoz
Az EAF, LF és SAF alkalmazásokban széles körben használt 400 mm-es HP grafitelektróda kiváló vezetőképességet, hősokkállóságot és mechanikai szilárdságot kínál – stabil ívteljesítményt, alacsonyabb energiafogyasztást, meghosszabbított elektródák élettartamát, valamint jobb hatékonyságot biztosít az acél- és ötvözetgyártásban.

550 mm-es RP grafitelektróda – Nagy teljesítményű megoldás nagy kapacitású elektromos ívkemencékhez
Ideális nagy kapacitású elektromos ívkemencékhez (EAF), üstkemencékhez (LF) és merülő ívkemencékhez (SAF). Széles körben használják nagy teljesítményű acélgyárakban és vasötvözetek gyártásában, különösen az évi 700 000 tonnát meghaladó üzemekben, amelyek célja az elektródafogyasztás csökkentése és a folyamat stabilitásának javítása.

HP grafit elektródák
A HP grafitelektródákat széles körben használják elektromos ívkemencés acélgyártásban, kohászati eljárásokban és magas hőmérsékletű elektrolízisben. Kiváló vezetőképességük és hőállóságuk jelentősen javítja az olvasztási hatékonyságot és a termékminőséget, így elengedhetetlenek a modern kohászatban.

600 mm-es nagy teljesítményű (HP) grafitelektróda – rendkívül nagy teherbírású kemencékhez tervezve
A 600 mm-es nagy teljesítményű grafitelektródát kifejezetten nagyméretű elektromos ívkemencékhez (EAF) és merülőíves kemencékhez (SAF) tervezték. Kiváló elektromos vezetőképességet, oxidációs ellenállást és hőstabilitást biztosít, így megbízható és hatékony választás extrém magas hőmérsékletű kohászathoz.
350 mm-es normál teljesítményű (RP) grafitelektróda – fokozott hatékonyság közepes kapacitású elektromos ívkemencékhez
A 350 mm-es RP grafitelektróda erős egyensúlyt kínál a vezetőképesség, a hőstabilitás és a költséghatékonyság között. Közepes kapacitású EAF-ekhez tervezték, megbízhatóan teljesít a folyamatos acélgyártásban és vasötvözetgyártásban. Okos választás az energiafelhasználás csökkentésére és a működési stabilitás javítására.
Egyedi grafit speciális alakú alkatrészek Precíziósan megmunkált grafit alkatrészek
A grafit speciális alakú részei kiváló vezetőképességük, hőstabilitásuk és vegyszerállóságuk miatt létfontosságúak a kohászatban, az öntésben, a félvezető-, a PV- és a magas hőmérsékletű szerszámrendszerekben.
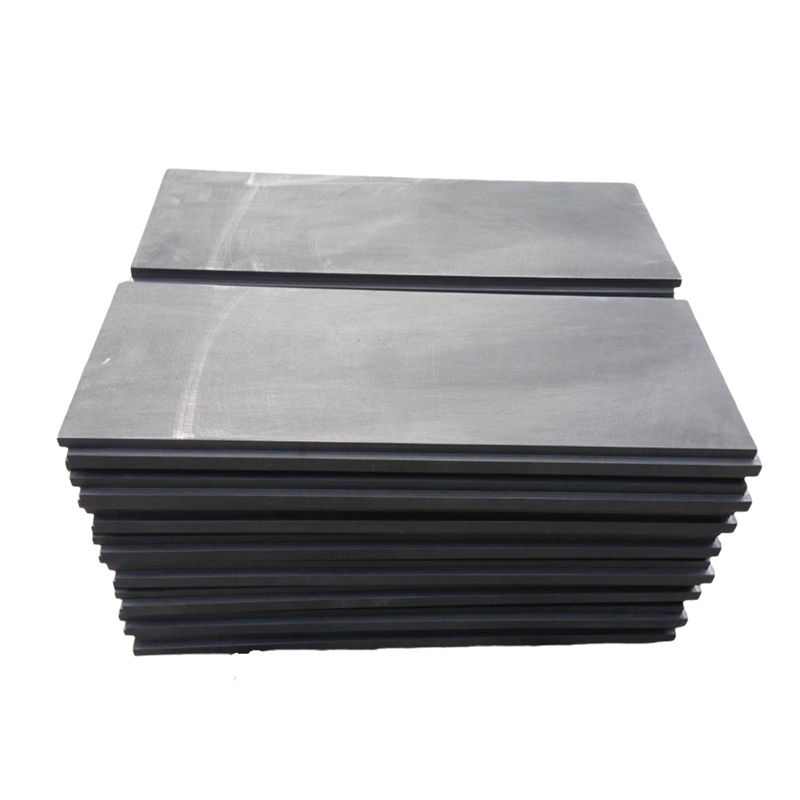
Grafitlemezek – Egyedi méretek | Nagy tisztaságú petróleumkoksz alapú anyag
Ideális kohászati kemencékben, vákuumrendszerekben, vegyi berendezésekben és precíziós grafitmegmunkálásban. Magas hőmérsékletnek ellenálló, kémiailag stabil, igényes ipari alkalmazásokhoz tervezve.

Graphitized Petroleum Coke (GPC)
A GPC nélkülözhetetlen az UHP grafitelektródák gyártásában, az acél újrakarburálásában, az akkumulátor anódokban és az alumíniumkatódokban, mivel rendkívül alacsony kéntartalmú, nagy tisztaságú, kiváló vezetőképességet és hőstabilitást kínál a fejlett kohászati és energiaipar számára.

Kalcinált kőolajkoksz (CPC)
A kalcinált petróleumkoksz (CPC) nélkülözhetetlen a grafitelektródák előállításához elektromos ívkemencékben, alumíniumolvasztó anódok, vasöntési rekarburátorok, valamint redukálószerként a TiO₂-kloridos eljárásokban – így kulcsfontosságú nyersanyag a magas hőmérsékletű kohászatban és a szén-intenzív alkalmazásokban.
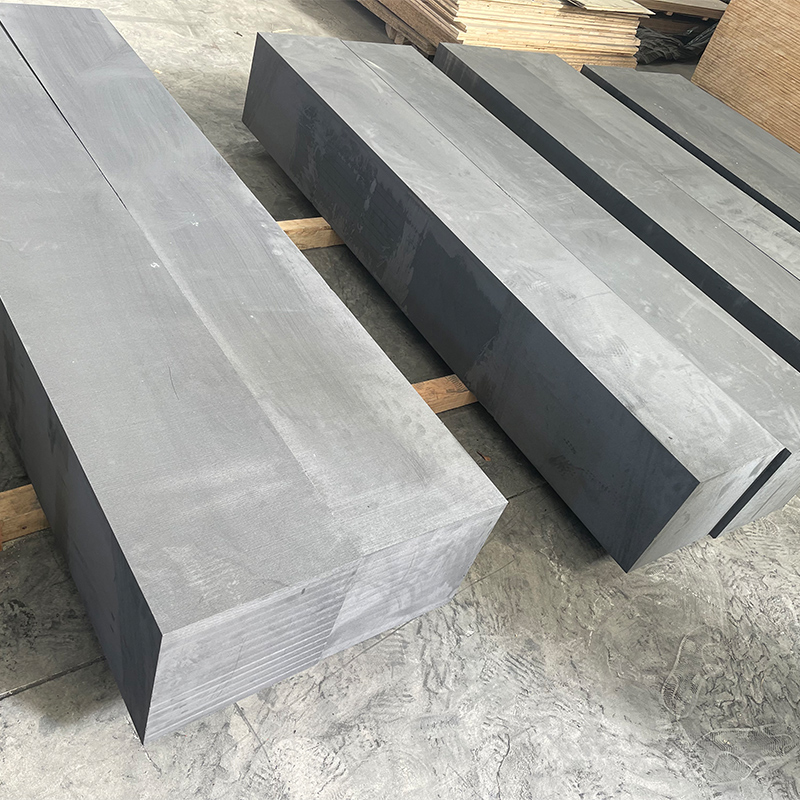
Nagy tisztaságú grafittömbök – precíziós szénanyagok az elektródák, a kohászat és a hőfeldolgozó ipar számára
A nagy tisztaságú grafitblokkok elengedhetetlenek az UHP elektródák gyártásában, az EDM megmunkálásában, a vákuumkemencék alkatrészeiben és a monokristályos szilícium termikus rendszerekben – ideálisak az igényes, magas hőmérsékletű, vezetőképes ipari környezetekhez.

600 mm-es RP grafitelektróda – Műszaki áttekintés és alkalmazások
A 600 mm-es RP grafitelektróda ideális közepes teljesítményű EAF-ekhez, üstkemencékhez és kohászati alkalmazásokhoz, stabil íveket, csökkentett fogyasztást és fokozott energiahatékonyságot biztosít az acél- és ötvözetgyártás során.

Grafithulladék termékspecifikáció – Nagy tisztaságú szénanyag grafitelektródákhoz
A nagy tisztaságú grafithulladékot széles körben használják elektromos ívkemencék és üstkemencék elektródák gyártásában, növelve az elektródák vezetőképességét és hőellenállását a hatékony olvasztás és a fenntartható újrahasznosítás érdekében.