











Produkti

















{kind=link}
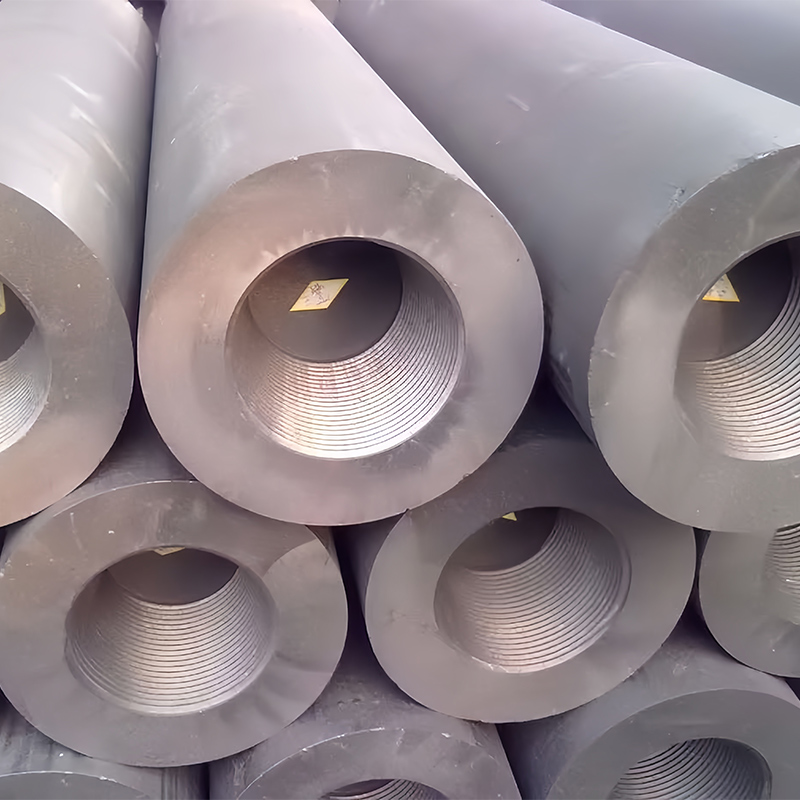
400 mm UHP grafīta elektrods - uzlabota ultra augstas enerģijas šķīdums metalurģiskām krāsnīm
400 mm UHP grafīta elektrods ir izstrādāts lieljaudas elektriskajām loka krāsnīm (EAF), kausu krāsnīm (LF) un iegremdētām loka krāsnīm (SAF). Tas piedāvā izcilu vadītspēju un termisko triecienu pretestību, ļaujot ātri izkausēt, samazināt elektrodu patēriņu un uzlabotu tērauda kvalitāti uzlabotā tērauda un sakausējuma ražošanā.
Apraksts
marķieris
Produkta pārskats
400 mm UHP (īpaši augstas jaudas) grafīta elektrods ir īpaši izstrādāts visprasīgākajām operācijām elektriskās loka krāsnīs (EAF), kausu krāsnīs (LF) un iegremdētās loka krāsnīs (SAF), kas uzklāta mūsdienīgā tērauda ražošanā un ferroallyloy ražošanā. Izgatavots, izmantojot premium naftas adatu koksu un zemu sulas ogļu darvas soli, elektrods tiek pakļauts izostatiskai presēšanai zem īpaši augsta spiediena, daudzpakāpju cepšanas un grafitizācijas temperatūrā, kas pārsniedz 2800 ° C. Precīzijas CNC apstrāde nodrošina izmēru precizitāti un optimizētu pavedienu ģeometriju, garantējot augstākās loka stabilitāti un minimālu kontakta pretestību.
400 mm UHP elektrods, kas paredzēts īpaši augstiem strāvas blīvumiem, nodrošina izcilu elektrisko vadītspēju, augstāku termisko triecienu pretestību un izturīgu mehānisko izturību. Tā zemais patēriņa līmenis un konsekventa veiktspēja padara to neaizstājamu energoefektīvām, lielas ietilpības tērauda ražošanas iekārtām.
Galvenās tehniskās specifikācijas (400 mm UHP elektrods)
| Parametrs | Vienība | Elektrods | Krūtsgals |
| Pretestība | μω · m | 4,8 ~ 5,8 | 3,4 ~ 4,0 |
| Liekšanas izturība | MPA | ≥ 12,0 | ≥ 22,0 |
| Elastības modulis | GPA | ≤ 13.0 | ≤ 18,0 |
| Lielapjoma blīvums | G/cm³ | 1,68 ~ 1,73 | 1,78 ~ 1,84 |
| Termiskās izplešanās koeficients | 10⁻⁶/° C | ≤ 1,2 | ≤ 1,0 |
| Pelnu saturs | % | ≤ 0,2 | ≤ 0,2 |
| Pieļaujamā strāva | A | - | 25000 ~ 40000 |
| Pašreizējais blīvums | A/cm² | - | 16 ~ 24 |
| Faktiskais diametrs | mm | Makss: 409 min: 403 | - |
| Faktiskais garums (pielāgojams) | mm | 1800 - 2400 | - |
| Garuma tolerance | mm | ± 100 | - |
| Īss valdnieka garums | mm | -275 | - |
Veiktspējas priekšrocības
● Nodrošina īpaši augstu elektrisko vadītspēju, kas ļauj ātri un efektīvi pārnesot siltumu, samazinot enerģijas patēriņu kušanas laikā.
● iztur termisko šoku, samazinot plaisāšanu un pagarinot elektrodu kalpošanas laiku biežās temperatūras svārstībās.
● nodrošina izcilu mehānisko izturību, lai apstrādātu un krāsns darbību laikā uzlabotu izturību.
● Īpašības ir zems piemaisījumu līmenis, ar minimālu pelnu, sēru un gaistošām vielām, lai uzlabotu izkausētās tērauda tīrību un samazinātu izdedžu veidošanos.
● Precīzi CNC apstrādāti vītņi nodrošina stingras, zemas pretestības elektrodu savienojumus konsekventai loka stabilitātei.
Lietojumprogrammu scenāriji
●Elektriskās loka krāsns (EAF) tērauda ražošana:Optimizēts augstas ietilpības lūžņiem un tiešai samazinātai dzelzs (DRI) kausēšanai, strauji kausēšanas cikliem un stabila strāvas ievade maksimālai produktivitātei.
●Kaisle krāsns (LF) sekundārā rafinēšana:Nodrošina precīzu temperatūras kontroli un samazina reoksidāciju sekundārajos metalurģiskajos procesos sakausējuma un nerūsējošā tērauda ražošanā.
●Iegremdēta loka krāsns (SAF) ferroallyding ražošana:Piemērots augstas pieprasījuma ferroaloys, piemēram, ferochrome, silīcija mangāna un kalcija karbīda, kausēšanai ilgstošās augstās termiskās slodzēs.
●Nerobežotais metāls kausēšana:Ideāli piemērots vara, alumīnija, titāna un citiem speciāliem sakausējuma kušanas procesiem, kur ir kritiska piesārņojuma kontrole un tīrība.
Ražošanas un kvalitātes kontrole
● Izgatavots, izmantojot premium naftas adatas koksu ar sēra saturu ≤ 0,03%, nodrošinot stabilu un augstas kvalitātes grafīta matricu.
● Pakļaujas augstspiediena izostatiskai presēšanai un daudzpakāpju cepšanai līdz 900 ° C optimālai blīvumam un izmēru stabilitātei.
● Īpaši augstas temperatūras grafitizācija (> 2800 ° C) uzlabo kristālisko struktūru, kā rezultātā rodas augstākas elektriskās un termiskās īpašības.
● Precīzijas CNC diegu apstrāde (3TPI / 4TPI / M72) garantē perfektu elektrodu-nipeļa piemērotību un minimālu kontakta pretestību.
● Stingra pārbaude un atbilstība ASTM C1234, IEC 60239, GB/T 20067 standartiem, ieskaitot ultraskaņas pārbaudi, elektrisko pretestību un mehāniskās izturības testus.
Gala lietotāja priekšrocības
● Blīva, zema porainības struktūra ievērojami samazina elektrodu patēriņu un darbības izmaksas.
● Augstākā elektriskā vadītspēja saīsina kausēšanas ciklus, samazinot enerģijas patēriņu uz tonnu ražoto tērauda tonnu.
● Zems piemaisījumu līmenis veicina tīrāku izkausētu tēraudu ar mazāk ieslēgumu un uzlabotu sakausējuma kvalitāti.
● Augsta termiskā un mehāniskā stabilitāte pagarina elektrodu kalpošanas laiku, samazinot krāsns dīkstāvi un uzturēšanas biežumu.
Secinājums
400 mm UHP grafīta elektrods apzīmē īpaši augstas enerģijas grafīta tehnoloģijas virsotni, kas izstrādāta visgrūtākajai metalurģiskajai videi. Tā izcilās elektriskās, termiskās un mehāniskās īpašības nodrošina optimālu veiktspēju, samazinātu patēriņu un uzlabotu tērauda kvalitāti - padarot to par kritisku patērējamu progresējošā tērauda un ferroally ražošanas iekārtās.
Sazinieties ar mums
Saistītie populārie produkti

Grafīta lūžņu produktu specifikācijas-augstas tīrības oglekļa materiāls grafīta elektrodiem
Augstas tīrības grafīta lūžņi tiek plaši izmantoti elektriskās loka krāsns un kausu krāsns elektrodu ražošanā, uzlabojot elektrodu vadītspēju un termisko pretestību efektīvai kausēšanai un ilgtspējīgai pārstrādei.

500 mm RP grafīta elektrods-uzlabota veiktspēja liela mēroga elektrisko loka krāsnīm
500 mm RP grafīta elektrods ir paredzēts lielas ietilpības EAF, piedāvājot izcilu vadītspēju, mehānisko stiprību un termisko stabilitāti. Papildu ražošana nodrošina zemu pretestību un augstu termisko pretestību, samazinot elektrodu patēriņu un palielinot tērauda ražošanas efektivitāti-rentablu risinājumu.

Pielāgoti grafīta īpašas formas detaļas Precīzi apstrādātas grafīta komponenti
Grafīta īpašās formas detaļas ir būtiskas metalurģijas, liešanas, pusvadītāju, PV un augstas temperatūras pelējuma sistēmās, pateicoties to lieliskajai vadītspējai, termiskajai stabilitātei un ķīmiskajai izturībai.

RP grafīta elektrodi
RP grafīta elektrodus plaši izmanto mazās vai vidējās elektriskās loka krāsnīs tērauda ražošanai, silīcija, fosfora un alumīnija ražošanai. Tie ir piemēroti mērenai strāvas blīvumam, piedāvājot izcilu elektrisko vadītspēju un termisko stabilitāti - būtisku patērējamu tradicionālajos metalurģiskajos procesos.

Grafīta stieņi-izstrādāti augstas temperatūras un elektrodu lietojumiem
Grafīta stieņi tiek plaši pielietoti elektriskās loka krāsns (EAF) tērauda ražošanā, EDM apstrādes, vakuuma un pretestības krāsnī, apkurē, augstas temperatūras sakausējuma liešanu, elektrolītiskos un apšuvuma procesus, saules fotoelementu, litija akumulatoru un ūdeņraža enerģijas sistēmas. Ar lielisku elektrisko vadītspēju, siltumizturību un ķīmisko stabilitāti tie ir ideāli materiāli progresīvai rūpnieciskai lietošanai, kurai nepieciešama augstas temperatūras izturība un precizitātes vadītspēja.

550 mm augstas jaudas grafīta elektrods (HP)-pielāgots inženierzinātnei ar lielu slodzi lietojumiem
550 mm lieljaudas grafīta elektrods ir pielāgots, nestandarta produkts, kas pielāgots lielas ietilpības iegremdētām loka krāsnīm (SAF). Tas piedāvā izcilu termisko stabilitāti, elektrisko vadītspēju un mehānisko izturību, ko plaši izmanto ārkārtējos kausēšanas apstākļos, piemēram, mangāna sakausējuma veidošanā.

450 mm RP grafīta elektrods-optimizēta vadītspēja un rentabla veiktspēja lielām elektriskām loka krāsnīm
450 mm RP grafīta elektrods ir izstrādāts lielām elektriskām loka krāsnīm, piedāvājot augstu vadītspēju, lielisku oksidācijas izturību un termisko stabilitāti. Papildu ražošana nodrošina zemu pretestību un spēcīgu mehānisko izturību, samazinot elektrodu patēriņu uz tonnu un palielinot ražošanas efektivitāti-ideālu izvēli rentablai tērauda ražošanai.

350 mm parastās jaudas (RP) grafīta elektrods-uzlabota efektivitāte vidējas ietilpības elektriskās loka krāsnīm
350 mm RP grafīta elektrods piedāvā spēcīgu vadītspējas, termiskās stabilitātes un rentabilitātes līdzsvaru. Paredzēts vidējas ietilpības EAF, tas droši darbojas nepārtrauktā tērauda ražošanā un ferroally ražošanā. Gudra izvēle enerģijas patēriņa samazināšanai un darbības stabilitātes uzlabošanai.
650 mm / 700mm UHP grafīta elektrods
650 mm un 700 mm UHP grafīta elektrodi ir nepieciešami liela mēroga EAF un LF operācijām, nodrošinot efektīvu lūžņu kausēšanu un precīzu tērauda rafinēšanu. Viņu augstākā elektriskā vadītspēja, termiskā pretestība un mehāniskā izturība nodrošina ticamu veiktspēju ārkārtējos rūpniecības apstākļos, padarot tos kritiskus, lai uzlabotu izejas un tērauda kvalitāti mūsdienu metalurģijā.

Grafīta elektrodu sprauslas
Grafīta elektrodu sprauslas ir kritiskas sastāvdaļas, ko izmanto, lai savienotu elektrodu kolonnu sekcijas, kas plaši pielietotas augstas temperatūras rūpniecības aprīkojumā, piemēram, elektriskās loka krāsnīs (EAF), kausu krāsnīs (LF) un iegremdētās loka krāsnīs (SAF).

500 mm UHP grafīta elektrods
500 mm īpaši augstas jaudas (UHP) grafīta elektrods ir galvenais patērējams, ko plaši izmanto elektriskās loka krāsns (EAF) tērauda ražošanā un augstas temperatūras metalurģijā. Tā lieliskā elektriskā vadītspēja un termiskā trieciena izturība ļauj efektīvi kausēšanu un sekundāro rafinēšanu, uzlabojot ražošanas efektivitāti un tērauda kvalitāti.

550 mm UHP grafīta elektrods
550 mm UHP grafīta elektrods, kas pazīstams ar lielisko vadītspēju un termisko stabilitāti, ir plaši izmantots elektriskās loka krāsnīs (EAF) un koeficientu krāsnīs (LF). Tas atbalsta efektīvu, stabilu tērauda un nešķīstošo metālu kausēšanu un rafinēšanu, ievērojami uzlabojot kušanas ātrumu un energoefektivitāti, vienlaikus nodrošinot metāla tīrību un produkta kvalitāti. Tas ir galvenais patērējamais mūsdienu metalurģijas ražošanā, kas atbilst stingrajām prasībām pēc liela mēroga tērauda un nederīgām metāla rūpnīcām.

Grafīta elektrods
Uzņēmuma pārskats Mūsu uzņēmums galvenokārt ražo no Ø200mm līdz Ø1400mm grafīta elektrodiem parastajā POW ...

550 mm RP grafīta elektrods-augstas veiktspējas šķīdums lielas ietilpības elektriskās loka krāsnīm
Ideāli piemērots lielas ietilpības elektriskajām loka krāsnīm (EAF), kausu krāsnīm (LF) un iegremdētām loka krāsnīm (SAF). Plaši izmanto tērauda augu un ferroally ražošanā, īpaši attiecībā uz iekārtām, kas gadā pārsniedz 700 000 tonnu, kuras mērķis ir samazināt elektrodu patēriņu un uzlabot procesa stabilitāti.

Grafitizēts naftas kokss (GPC)
GPC ir būtisks UHP grafīta elektrodu ražošanā, tērauda atkārtotos gadījumos, akumulatora anodos un alumīnija katodos, piedāvājot īpaši zemu sēru, augstu tīrību, lielisku vadītspēju un termisko stabilitāti progresējošai metalurģijas un enerģijas nozarei.

300 mm UHP grafīta elektrods-premium ultra augstas jaudas grafīta šķīdums augstas veiktspējas EAF sistēmām
Piemērots lieljaudas elektriskajām loka krāsnīm, kausu rafinēšanas krāsnīm un ferroally krāsnīm, 300 mm UHP grafīta elektrods piedāvā izcilu elektrisko vadītspēju un siltuma izturību, padarot to par ideālu elektrodu šķīdumu ātrgaitas kausēšanai un energoefektīvai tērauda veidošanai.