











Производи
















{kind=link}
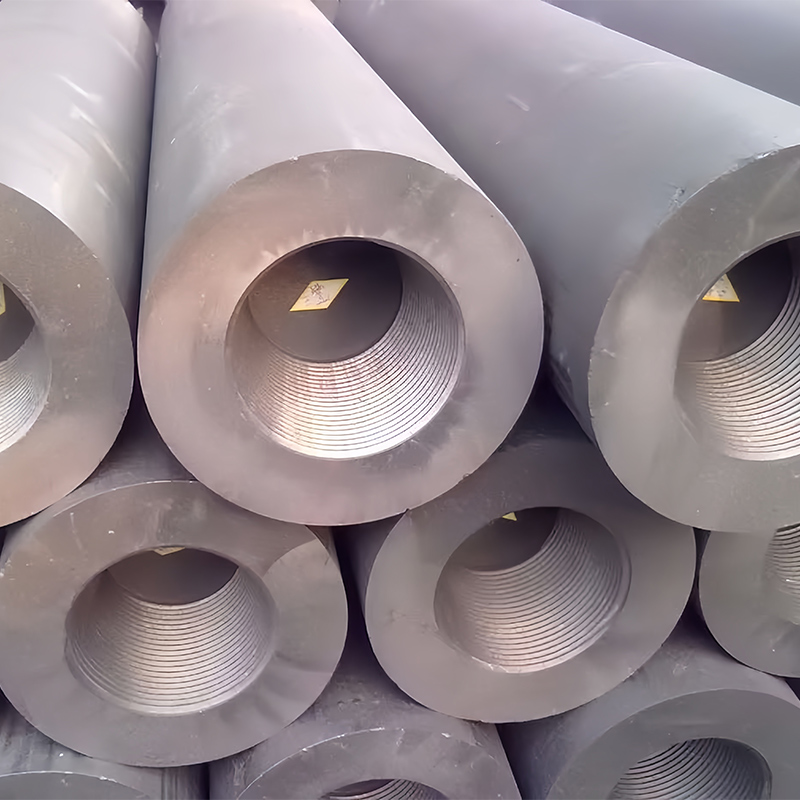
350мм UHP графитна електрода - Премиум ултра раствор со голема моќност за еаф челик
Електродата на графит од 350мм UHP е идеална за производство на челик EAF со голем капацитет, овозможувајќи брзо топење на остатоци и DRI со стабилна струја и мала потрошувачка. Исто така е погоден за рафинирање на легла и висока температура на фероалој и не-ферозно топење на метали, подобрување на продуктивноста и челичната чистота.
Опис
маркер
Преглед на производот
Графитната електрода со висока моќност од 350мм (UHP) е дизајнирана за екстремни електрични и термички услови во електрични печки за лакови (EAF), печки за легла (LFS) и потопени лакови печки (SAF). Произведено од 100% премиум нафта-базирана игла кока и ултра ниска сулфур јаглен катран, овие електроди се подложени на формирање на висок притисок (преку екструзија или изостатско притискање), мулти-фаза печење и ултра-висока температура графитизација над 2800 ° C.
Прецизноста на CNC обработката обезбедува точни профили на навој, оптимално вклопување на брадавиците и ниска отпорност на контакт, што резултира во стабилни перформанси на лакот, супериорна спроводливост и минимална потрошувачка на електрода.
Технички спецификации - 350мм UHP електрода
| Параметар | Единица | Електрода | Брадавица |
| Отпорност | μΩ · m | 4,8 ~ 5,8 | 3.4 ~ 4.0 |
| Сила на свиткување | МПА | .0 12,0 | .0 22,0 |
| Еластичен модул | Успех | .0 13,0 | .0 18,0 |
| Густина на најголемиот дел | g/cm³ | 1,68 ~ 1,73 | 1,78 ~ 1,84 |
| Коефициент на термичка експанзија | 10⁻⁶/° C. | ≤ 1,2 | ≤ 1,0 |
| Содржина на пепел | % | 0,2 | 0,2 |
| Дозволена струја | A | - | 20000 ~ 30000 |
| Тековна густина | A/cm² | - | 20 ~ 30 |
| Вистински дијаметар | мм | Макс: 358 мин: 352 | - |
| Вистинска должина (прилагодлива) | мм | 1600 - 2400 | - |
| Толеранција на должина | мм | ± 100 | - |
| Кратка должина на владетел | мм | -275 | - |
Основни предности на перформансите
●Ултра-висока електрична спроводливост
Поддржува брзо иницирање на лак и стабилен проток на струја во печки со висок капацитет.
●Одлична отпорност на термички шок
Ниската термичка експанзија го минимизира пукање за време на брзи промени во температурата.
●Робусна механичка сила
Издржува механички стресови за време на работата, полнењето и стегањето.
●Ниска содржина на нечистотија
Намалената пепел, сулфур и испарливи ја намалуваат формирањето на згура и ја зголемуваат чистотата на челикот.
●Прецизно-машински брадавици
ЦПУ-машините навои обезбедуваат цврсто вклопување на електрода, спуштање на отпорност на зглобовите и подобрување на спроводливоста.
Сценарија за апликации
●Примарно изработка на челик EAF
Идеално за топење на отпадоци и DRI во EAF со голем капацитет, кои нудат брзи циклуси на топење и висока енергетска ефикасност.
●Средно рафинирање на печката (LF)
Одржува конзистентност на температурата и ја ограничува реоксидацијата за време на алуминирање и десулфуризација.
●Производство на фероалој во САФС
Издржува континуирани операции со висока температура во топење на силиконски-Манган, ферохром и калциум карбид.
●Не-чистота не-ферозна металургија
Се користи при топење на алуминиум, бакар и титаниум легури каде што е критична ниската контаминација.
Производство и обезбедување на квалитет
● Суровини:Премиум игла кока со сулфур ≤ 0,03%, низок пепел и испарливи.
● Формирање и печење:Формирање на изостатско/екструзија, проследено со повеќестепено печење до 900 ° C за димензионална стабилност.
● Графитизација:Обработено на 2800 ° C за максимална кристална усогласување и спроводливост.
● ЦПУ прецизна машинска обработка:Електроди и брадавици машински за тесни толеранции за непречено спојување.
● Стандарди за тестирање:Во согласност со ASTM C1234, IEC 60239, GB/T 20067 и подлежи на ултразвук, отпорност и тестирање на јачина.
Придобивки од крајниот корисник
● Намалена стапка на потрошувачка на електрода (ECR)
Високата густина и мала порозност резултираат со помалку абење и помалку замени.
● Подобрена енергетска ефикасност
Пониската отпорност овозможува побрза топење и намалена употреба на енергија (kWh/t).
●Супериорна челична чистота
Ниските нечистотии обезбедуваат минимална згура и помалку неметални подмножества.
●Продолжен животен век
Подолги циклуси на работа и намалено време на застој преку механичка издржливост.
Заклучок
Електродата на графит UHP 350мм нуди оптимален баланс на електрични перформанси, механички интегритет и термичка еластичност. Инженерски за ефикасност и сигурност, ги намалува оперативните трошоци, го подобрува квалитетот на челикот и го максимизира времето на нагодување на печката - правејќи го претпочитаниот избор за современи операции на EAF и LF во глобалните капацитети за производство на челик и легура.
контактирајте не
Поврзани популарни производи

500мм UHP графитна електрода
Графитната електрода со висока моќност од 500мм (UHP) е клуч што може да се потроши широко користена во електрична печка со лак (EAF) и металургија со висока температура. Неговата одлична електрична спроводливост и отпорност на термички шок овозможуваат ефикасно топење и секундарно рафинирање, подобрување на ефикасноста на производството и квалитетот на челикот.

Технички преглед на графит електрода од 450мм UHP
Графитната електрода со висока моќност од 450мм (UHP) е критична потрошувачка широко користена во електрична печка со лак (EAF), правење на челик, рафинирање на легла и не-ферозна металургија. Обезбедува одлична електрична спроводливост, термичка отпорност на шок и механичка јачина за да се оптимизираат перформансите на печката и квалитетот на челикот.

Графитна електрода
Преглед на компанијата Нашата компанија главно произведува Ø200мм до Ø1400мм графитни електроди во редовно POW ...

Графитски плочи - Прилагодени димензии | Материјал заснована на нафта со висока чистота
Идеално за употреба во металуршки печки, вакуумски системи, хемиска опрема и прецизна графитна машинска обработка. Отпорна на висока температура, хемиски стабилен и инженерски за барање индустриски апликации.

Графитски прачки-Инженерски за апликации со висока температура и електрода
Графитните шипки се применуваат во електричен лак печка (EAF) челик, обработка на ЕДМ, греење на печка за вакуум и отпорност, леење на легура со висока температура, електролитичко и процеси на позлата, соларни фотоволтаични, литиум батерија и системи на водородна енергија. Со одлична електрична спроводливост, термичка отпорност и хемиска стабилност, тие се идеални материјали за напредни индустриски апликации кои бараат издржливост на висока температура и прецизна спроводливост.

Спецификации на производот за отпадоци од графит-јаглероден материјал со висока чистота за графитни електроди
Отпадот со графит со висока чистота е широко користена во производство на електрода на печка и печка за печки, подобрување на спроводливоста на електродата и термичката отпорност за ефикасно топење и одржливо рециклирање.

300мм UHP графитна електрода-Премиум ултра висока моќност графит решение за системи со високи перформанси EAF
Погодни за електрични печки со голема моќност, печки за рафинирање на легла и печки за фероали, електродата од 300мм UHP графит нуди исклучителна електрична спроводливост и отпорност на топлина, што го прави идеално раствор за електрода за топење со голема брзина и енергетски ефикасен челик.

Графитна електрода со висока моќност од 450мм (HP) - оптимизирана за топење на жолт фосфор и не'рѓосувачки челик
Електродата од графит од 450мм HP е оптимизирана за топење на жолт фосфор и не'рѓосувачки челик, испорака на супериорна спроводливост, отпорност на термичка шок и трајност на оксидација во операциите со висок товар.

Брадавици на графит електрода
Брадавиците на графит електрода се клучни компоненти што се користат за поврзување на делови од колони со електрода, широко применети во индустриска опрема со висока температура, како што се печки за електрични лакови (EAF), печки за легла (LF) и потопени лакови печки (SAF).

550мм RP графитна електрода-раствор со високи перформанси за печки со електричен лак со голем капацитет
Идеално за електрични печки со голем капацитет (EAF), печки за легла (LF) и потопени лакови печки (SAF). Широко користени во челични постројки со висок излез и производство на фероалои, особено за објекти кои надминуваат 700.000 тони на годишно ниво со цел да се намали потрошувачката на електрода и да се подобри стабилноста на процесите.

Јаглеродни електроди: Професионален преглед и апликации
Јаглеродна електрода, тој е производ погоден за отпорен електричен лак печка. Погоден е за производство на силиконско железо, итн. Тоа е ажуриран производ за заштеда на енергија за топење на метали. Изборот на јаглеродни електроди може да ви донесе повеќе економски придобивки.

600мм RP графитна електрода - Технички преглед и апликации
Електродата од графит од 600мм RP е идеална за средна моќност EAF, печки за легла и апликации за металургија, испорачува стабилни лаци, намалена потрошувачка и подобрена енергетска ефикасност за производство на челик и легура.

500мм RP графитна електрода-Напредни перформанси за големи печки за електричен лак
Електродата на графит 500мм RP е дизајнирана за EAF со голем капацитет, нудејќи супериорна спроводливост, механичка јачина и термичка стабилност. Напредно производство обезбедува мала отпорност и висока термичка отпорност, намалување на потрошувачката на електрода и ја зајакнува ефикасноста на правење челик-економично решение.

HP графитни електроди
Електродите на графит HP се користат во електричен лак за печки, металуршки процеси и електролиза на висока температура. Нивната одлична спроводливост и отпорност на топлина значително ја подобруваат ефикасноста на топењето и квалитетот на производот, што ги прави суштински во модерната металургија.

Електрода за графит со висока моќност од 600мм (HP)-Инженерски за ултра тешки апликации за печка
Електродата со графит со голема моќност од 600мм е дизајнирана специјално за големи печки за електрични лакови (EAF) и потопени лакови печки (SAF). Овозможува извонредна електрична спроводливост, отпорност на оксидација и термичка стабилност, што го прави сигурен и ефикасен избор за екстремна металургија со висока температура.

350мм HP графитна електрода-решение со високи перформанси за апликации EAF и LF
Електродата од графит од 350мм HP е идеална за еаф челик за производство, секундарно рафинирање на LF и производство на легура на SAF, погодно за јаглероден челик и не-ферозно метално топење, обезбедувајќи стабилни перформанси на лакот и супериорна метална чистота.