











Производи














 Graphite Electrode — Engineered for Ultra-Heavy-Duty Furnace Applications")
{kind=link}
{kind=link}
Електрода за графит со висока моќност од 600мм (HP)-Инженерски за ултра тешки апликации за печка
Електродата со графит со голема моќност од 600мм е дизајнирана специјално за големи печки за електрични лакови (EAF) и потопени лакови печки (SAF). Овозможува извонредна електрична спроводливост, отпорност на оксидација и термичка стабилност, што го прави сигурен и ефикасен избор за екстремна металургија со висока температура.
Опис
маркер
Преглед на производот
Оваа графитна електрода од 600мм HP е голем дијаметар, јаглероден материјал со високи перформанси дизајниран за металуршки операции со ултра-моќ. Широко се користи во рафинирање на не'рѓосувачки челик, топење на фероалои и други опкружувања што бараат одржлива стабилност на висока струја и температура.
Параметри за електрода на графит HP - 600мм
| Ставка | Единица | Електрода | Брадавица |
| Отпорност | μΩ · m | 5,2 ~ 6,5 | 3.2 ~ 4.3 |
| Сила на свиткување | МПА | .0 10,0 | .0 22,0 |
| Еластичен модул | Успех | .0 12,0 | .0 15,0 |
| Густина на најголемиот дел | g/cm³ | 1,68 ~ 1,72 | 1,78 ~ 1,83 |
| Термичка експанзија CTE | 10⁻⁶/ | ≤ 2.0 | ≤ 1,8 |
| Содржина на пепел | % | 0,2 | 0,2 |
| Дозволена струја | A | - | 38000–58000 |
| Тековна густина | A/cm² | - | 13–21 |
| Вистински дијаметар | мм | Макс 613 мин 607 | - |
| Вистинска должина | мм | 1800 ~ 2700 прилагодливи | - |
| Толеранција на должина | мм | ± 100 | - |
| Кратка должина | мм | - | - |
Суровини и процес на производство
●Материјален состав:
① 75% премиум нафта-базирана игла кокс (добиена од Јапонија, САД или Кореја)
②25% јаглен-Тар Кока Кока за оптимизиран биланс на перформанси на трошоците
Ightighight-омекнување на точката за омекнување модифициран врзивно средство за јаглен-Тар со супериорен принос на јаглерод и однесување на импрегнација
●Формирање технологија:
Екструзија или изостатичко притискање под висока тонажа обезбедува густа, изотропна структура со минимални внатрешни дефекти.
●Графитизација:
Спроведено во LWG (надолжна печка за графитизација) или печки на Ахесон (внатрешен дијаметар ≥2,2m) на ≥3000 ° C за да се постигне конзистентна кристална усогласување и засилени термички/електрични својства.
Импрегнација и повторно земање:
Повеќекратната импрегнација на вакуумскиот притисок и секундарните процеси на печење драматично ја намалуваат отворената порозност и ја зголемуваат отпорноста на оксидацијата.
Апликации
600мм HP графитни електроди најчесто се користат во:
● ≥300-тон ултра-високи електрични лакови печки (UHP EAF) за правење челик (јаглероден челик, не'рѓосувачки челик)
● Големи потопени лакови печки (SAF) за фероалии како што се FEMN, SIMN, FECR
● Не-ферозна металургија која бара одлична топлинска спроводливост и стабилност на топлина
● Континуирано кастинг и операции со долги лакови во околини за паметни челични производи
Упатства за складирање и ракување
●Заштита на влага: Чувајте во суво, добро проветрено подрачје за да избегнете термичко пукање и оксидација.
●Температура на складирање: Одржувајте на 25 ° C ± 5 ° C за оптимална состојба.
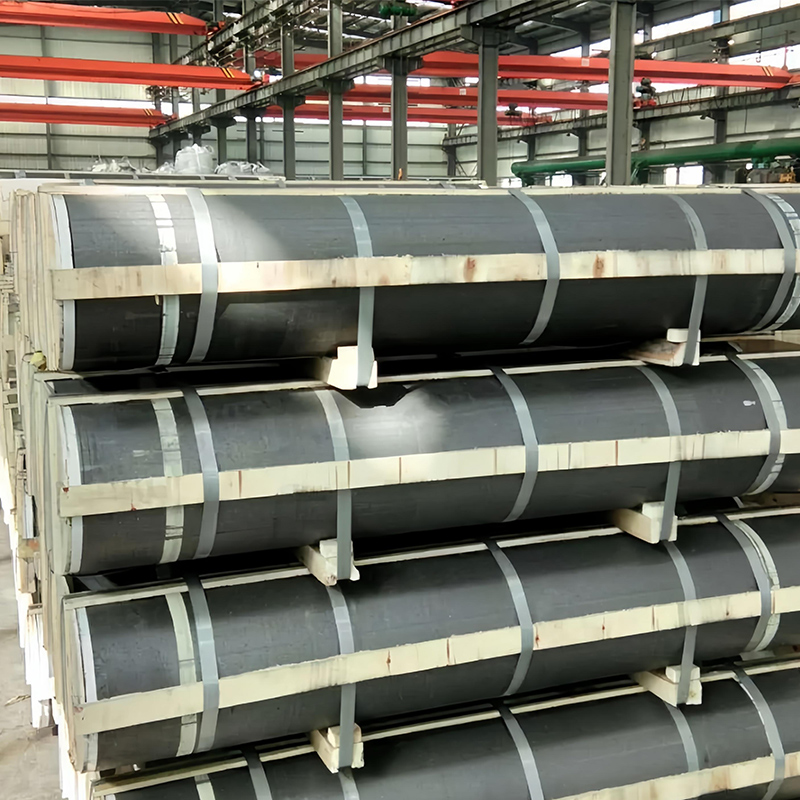
●Пакување: Тешки дрвени гајби со водоотпорни внатрешни облоги и влошки што апсорбираат шок.
●Кревање и ракување: Користете само меки ленти за кревање или посветени краци; Не дозволувајте метални ланци или вилушки да контактираат со навои или површината на електродата.
Клучни предности на перформансите
● Исклучителна стабилност на лакот и перформанси против фрактура под екстремни товари на топлина
● Структурата со ниска порозност ја подобрува отпорноста на оксидацијата и животот на услугата
● Ниска стапка на потрошувачка на електрода (1,7–2,2 кг на тон челик под оптимизирани услови)
● Прецизност HP Nipple обезбедува безбедна електрична поврзаност со минимална отпорност
● Компатибилен со автоматско стегање и интелигентни системи за производство на челик
 Graphite Electrode — Engineered for Ultra-Heavy-Duty Furnace Applications")
 Graphite Electrode — Engineered for Ultra-Heavy-Duty Furnace Applications")
контактирајте не
Поврзани популарни производи

650 mm / 700 mm RP-одделение графитни електроди
Совршено за големо производство на челик EAF, рафинирање на легла и производство на фероалои. Одржува супериорна спроводливост, термичка стабилност и механичка јачина под висок термички шок и тежок товар.

300мм Редовна електрода за напојување (RP) графитна електрода - Сигурен раствор за мали и средни електрични лакови печки
Графитната електрода од 300мм RP нуди економично и стабилно решение за мали и средни EAF, испорачувајќи сигурна спроводливост и одлична отпорност на оксидација за производство на јаглероден челик, силикон и фосфор.

Класификација на графитни материјали за електроди и апликации со висока температура
Графитните производи се користат во полупроводнички термички полиња, воздушни млазници, електроди на печка за лак и системи за хемиска електролиза. Одликувајќи се со ултра-висока чистота, одлична термичка отпорност и ниска електрична отпорност, тие служат како суштински материјали во напредните производствени и енергетски индустрии.

Калциниран нафтен кокс (ЦПЦ)
Калцинираниот нафтен кокс (ЦПЦ) е од суштинско значење за производство на графитни електроди во електрични лакови, аноди за топење на алуминиум, рекарбуризатори во леење на железо, и како агент за намалување во процесите на тиош хлорид-правејќи ја клучна суровина во металургија со висока температура и јаглеродни апликации.

Полу-графитизиран нафтен кокс (SGPC)
SGPC е широко користен во производство на челик EAF, леарници и производство на електрода како економичен карбуриер, подобрување на квалитетот на топењето и вклопување на производство на електрода на RP и апликации за ниска спроводливост.

Графитизиран нафтен кокс (GPC)
GPC е од суштинско значење за производство на електрода UHP, челични рекарбуризирачки, батерии аноди и алуминиумски катоди, кои нудат ултра-низок сулфур, висока чистота, одлична спроводливост и термичка стабилност за напредни металуршки и енергетски индустрии.

Графитски блокови со висока чистота-прецизни јаглеродни материјали за електрода, металургија и индустрии за термичка обработка
Графитските блокови со висока чистота се од суштинско значење за производство на електрода UHP, обработка на ЕДМ, компоненти на вакуумска печка и монокристални силиконски термички системи-идеални за барање висока температура, спроводливи индустриски средини.

500мм UHP графитна електрода
Графитната електрода со висока моќност од 500мм (UHP) е клуч што може да се потроши широко користена во електрична печка со лак (EAF) и металургија со висока температура. Неговата одлична електрична спроводливост и отпорност на термички шок овозможуваат ефикасно топење и секундарно рафинирање, подобрување на ефикасноста на производството и квалитетот на челикот.

400мм UHP графитна електрода - Напредно ултра раствор со голема моќност за металуршки печки
Електродата на графит од 400мм UHP е дизајнирана за тешки печки за електрични лакови (EAF), печки за легла (LF) и потопени лакови печки (SAF). Тој нуди супериорна спроводливост и отпорност на термички шок, овозможувајќи брзо топење, намалена потрошувачка на електрода и засилен квалитет на челик во напредно производство на челик и легура.

300мм UHP графитна електрода-Премиум ултра висока моќност графит решение за системи со високи перформанси EAF
Погодни за електрични печки со голема моќност, печки за рафинирање на легла и печки за фероали, електродата од 300мм UHP графит нуди исклучителна електрична спроводливост и отпорност на топлина, што го прави идеално раствор за електрода за топење со голема брзина и енергетски ефикасен челик.

350мм UHP графитна електрода - Премиум ултра раствор со голема моќност за еаф челик
Електродата на графит од 350мм UHP е идеална за производство на челик EAF со голем капацитет, овозможувајќи брзо топење на остатоци и DRI со стабилна струја и мала потрошувачка. Исто така е погоден за рафинирање на легла и висока температура на фероалој и не-ферозно топење на метали, подобрување на продуктивноста и челичната чистота.

Графитна електрода
Преглед на компанијата Нашата компанија главно произведува Ø200мм до Ø1400мм графитни електроди во редовно POW ...

350мм редовна електрода за напојување (RP) графитна електрода-Подобрена ефикасност за електрични лакови со среден капацитет
Електродата за графит од 350мм RP нуди силен биланс на спроводливост, термичка стабилност и економична ефикасност. Наменето за EAF со среден капацитет, тој се одвива со сигурност во континуирано производство на челик и производство на фероали. Паметен избор за намалување на употребата на енергија и подобрување на оперативната стабилност.

550мм RP графитна електрода-раствор со високи перформанси за печки со електричен лак со голем капацитет
Идеално за електрични печки со голем капацитет (EAF), печки за легла (LF) и потопени лакови печки (SAF). Широко користени во челични постројки со висок излез и производство на фероалои, особено за објекти кои надминуваат 700.000 тони на годишно ниво со цел да се намали потрошувачката на електрода и да се подобри стабилноста на процесите.

Технички преглед на графит електрода од 450мм UHP
Графитната електрода со висока моќност од 450мм (UHP) е критична потрошувачка широко користена во електрична печка со лак (EAF), правење на челик, рафинирање на легла и не-ферозна металургија. Обезбедува одлична електрична спроводливост, термичка отпорност на шок и механичка јачина за да се оптимизираат перформансите на печката и квалитетот на челикот.

Графитски плочи - Прилагодени димензии | Материјал заснована на нафта со висока чистота
Идеално за употреба во металуршки печки, вакуумски системи, хемиска опрема и прецизна графитна машинска обработка. Отпорна на висока температура, хемиски стабилен и инженерски за барање индустриски апликации.