











Produkter
















{kind=link}
350mm UHP Graphite Electrode - Premium Ultra High Power Solution for EAF stålproduksjon
350mm UHP-grafittelektrode er ideell for EAF-stålproduksjon i stor kapasitet, noe som muliggjør rask smelting av skrot og DRI med stabil strøm og lavt forbruk. Det er også egnet for øse raffinering og høy temperatur ferroalloy og ikke-jernholdig metallsmelting, forbedrende produktivitet og stålrenhet.
Beskrivelse
markør
Produktoversikt
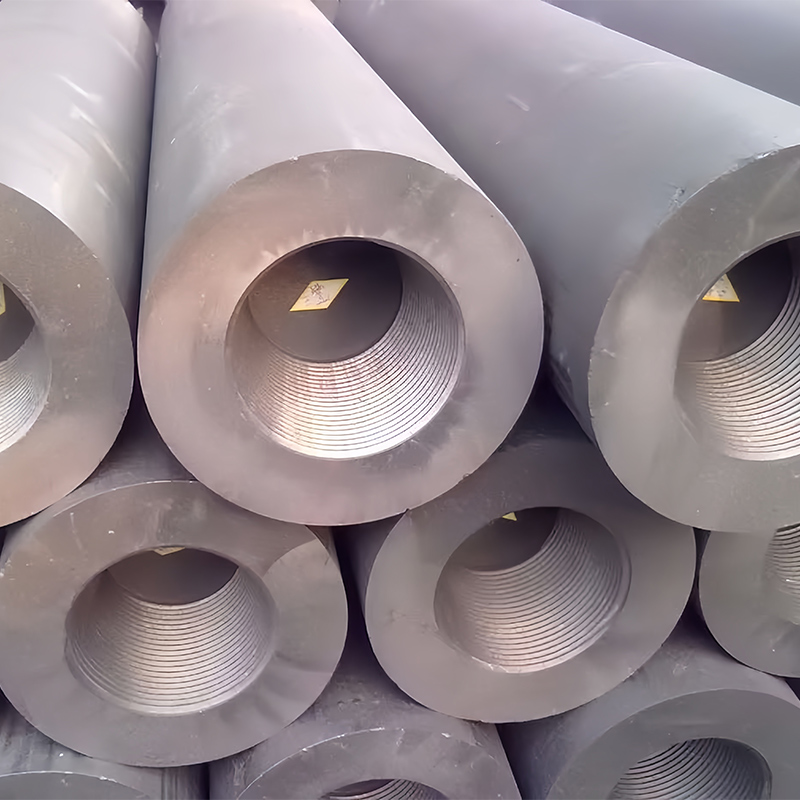
350mm Ultra High Power (UHP) grafittelektrode er designet for ekstreme elektriske og termiske forhold i elektriske lysbueovner (EAF), øseovner (LFS) og nedsenket lysbueovner (SAFS). Produsert fra 100% premium petroleumsbasert nålkoks og ultra-lav svovel kulltjære tanke, gjennomgår disse elektrodene dannende høyt trykk (via ekstrudering eller isostatisk pressing), flertrinns baking og ultrahøytemperatur grafittisering over 2800 ° C.
Presisjon CNC -maskinering sikrer nøyaktige trådprofiler, optimal brystvorte passform og lav kontaktmotstand, noe som resulterer i stabil lysbueytelse, overlegen konduktivitet og minimalt elektrodeforbruk.
Tekniske spesifikasjoner - 350 mm UHP -elektrode
| Parameter | Enhet | Elektrode | Brystvorte |
| Motstand | μω · m | 4,8 ~ 5,8 | 3.4 ~ 4.0 |
| Bøyestyrke | MPA | ≥ 12,0 | ≥ 22,0 |
| Elastisk modul | GPA | ≤ 13.0 | ≤ 18.0 |
| Bulk tetthet | g/cm³ | 1,68 ~ 1,73 | 1,78 ~ 1,84 |
| Termisk ekspansjonskoeffisient | 10⁻⁶/° C. | ≤ 1.2 | ≤ 1.0 |
| Askeinnhold | % | ≤ 0,2 | ≤ 0,2 |
| Tillatt strøm | A | - | 20000 ~ 30000 |
| Strøm tetthet | A/cm² | - | 20 ~ 30 |
| Faktisk diameter | mm | Maks: 358 min: 352 | - |
| Faktisk lengde (tilpassbar) | mm | 1600 - 2400 | - |
| Lengdoleranse | mm | ± 100 | - |
| Kort linjal lengde | mm | -275 | - |
Kjerneytelsesfordeler
●Ultrahøy elektrisk ledningsevne
Støtter rask bueinitiering og stabil strømstrøm i ovner med høy kapasitet.
●Utmerket termisk sjokkmotstand
Lav termisk ekspansjon minimerer sprekker under raske temperaturendringer.
●Robust mekanisk styrke
Tåler mekaniske påkjenninger under drift, lading og klemming.
●Lavt urenhetsinnhold
Redusert aske, svovel og flyktninger reduserer dannelse av slagg og forbedrer renhet av stål.
●Presisjonsmaskinerte brystvorter
CNC-maskinerte tråder sikrer en tett elektrode-brystvorte passform, senker leddmotstand og forbedrer ledningsevne.
Applikasjonsscenarier
●Primær EAF -stålproduksjon
Ideell for smeltende skrot og DRI i EAF-er med stor kapasitet, og tilbyr raske smeltesykluser og høy energieffektivitet.
●Øgreovn (LF) sekundær raffinering
Opprettholder temperaturkonsistens og begrenser reoksidasjon under legering og avsvovling.
●Ferroalloy -produksjon i SAFS
Tåler kontinuerlig høye temperaturoperasjoner i silisium-manganesisk, ferrokrom og kalsiumkarbidsmelting.
●Ikke-jernholdig metallurgi med høy renhet
Brukes i smeltende aluminium, kobber og titanlegeringer der lav forurensning er kritisk.
Produksjon og kvalitetssikring
● Råvarer:Premium nålkoks med svovel ≤ 0,03%, lav aske og flyktige stoffer.
● Forming og baking:Isostatisk/ekstruderingsforming, etterfulgt av flertrinns baking opp til 900 ° C for dimensjonsstabilitet.
● Grafitisering:Behandlet ved ≥ 2800 ° C for maksimal krystallinsk innretting og konduktivitet.
● CNC presisjonsmaskinering:Elektroder og brystvorter maskinert til tette toleranser for jevn ledd.
● Teststandarder:I samsvar med ASTM C1234, IEC 60239, GB/T 20067, og utsatt for ultralyd, resistivitet og styrketesting.
Sluttbrukerfordeler
● Redusert elektrodeforbrukshastighet (ECR)
Høy tetthet og lav porøsitet resulterer i mindre slitasje og færre erstatninger.
● Forbedret energieffektivitet
Lavere resistivitet muliggjør raskere smelting og redusert energi (kWh/t) bruk.
●Overlegen stålrens
Lave urenheter sikrer minimal slagg og færre ikke-metalliske inneslutninger.
●Utvidet levetid
Lengre driftssykluser og redusert driftsstans gjennom mekanisk holdbarhet.
Konklusjon
350mm UHP -grafittelektrode gir en optimal balanse mellom elektrisk ytelse, mekanisk integritet og termisk motstandskraft. Konstruert for effektivitet og pålitelighet, reduserer det driftskostnader, forbedrer stålkvaliteten og maksimerer ovnens oppetid - noe som gjør det til det foretrukne valget for moderne EAF- og LF -operasjoner i globale stål- og legeringsproduksjonsanlegg.
Kontakt oss
Relaterte populære produkter

Grafitisert petroleum Coke (GPC)
GPC er essensiell i UHP-grafittelektrodeproduksjon, recarburisering av stål, batterianoder og aluminiumskatoder, og tilbyr ultra-lav svovel, høy renhet, utmerket konduktivitet og termisk stabilitet for avansert metallurgiske og energiindustri.

Ultra High Power (UHP) grafittelektroder
UHP -grafittelektroder er mye brukt i stålproduksjon av elektrisk lysbue, og gir høy ledningsevne, utmerket varmemotstand og mekanisk styrke, noe som forbedrer smelteffektiviteten og produktkvaliteten betydelig, noe som gjør dem viktige i moderne stålproduksjon.

450mm RP-grafittelektrode-Optimalisert konduktivitet og kostnadseffektiv ytelse for store elektriske lysbueovner
450mm RP -grafittelektrode er konstruert for store elektriske lysbueovner, og gir høy ledningsevne, utmerket oksidasjonsmotstand og termisk stabilitet. Avansert produksjon sikrer lav resistivitet og sterk mekanisk styrke, reduserer elektrodeforbruket per tonn og øker produksjonseffektiviteten-et ideelt valg for kostnadseffektiv stålproduksjon.
650mm / 700mm UHP grafittelektrode
650mm og 700mm UHP-grafittelektroder er essensielle for storskala EAF- og LF-operasjoner, noe som muliggjør effektiv skrapsmelting og presis raffinering av stål. Deres overlegne elektriske ledningsevne, termisk motstand og mekanisk styrke sikrer pålitelig ytelse under ekstreme industrielle forhold, noe som gjør dem kritiske for å forbedre produksjonen og stålkvaliteten i moderne metallurgi.

600mm RP Grafittelektrode - Teknisk oversikt og applikasjoner
600mm RP-grafittelektrode er ideell for EAF-er med middels kraft, øseovner og metallurgi-applikasjoner, og leverer stabile buer, redusert forbruk og forbedret energieffektivitet for stål- og legeringsproduksjon.

Grafittplater - Tilpassede dimensjoner | Petroleums koksbasert materiale med høy renhet
Ideell for bruk i metallurgiske ovner, vakuumsystemer, kjemisk utstyr og presisjonsgrafittbearbeiding. Høytemperaturresistent, kjemisk stabil og konstruert for krevende industrielle applikasjoner.

600mm UHP grafittelektrode
600mm UHP-grafittelektroden er mye brukt i elektriske lysbueovner (EAF) og øseovner (LF), egnet for høye temperaturer og høye belastningsoperasjoner. Med utmerket elektrisk ledningsevne, termisk sjokkmotstand og lavt forbruk, er det ideelt for smeltende skrot, DRI og ikke-jernholdige metaller, noe som gjør det til et foretrukket valg for avanserte metallurgiske applikasjoner.

HP -grafittelektroder
HP-grafittelektroder er mye brukt i stålproduksjon av elektrisk bue, metallurgiske prosesser og høye temperaturelektrolyse. Deres utmerkede konduktivitet og varmebestandighet forbedrer smelteffektiviteten og produktkvaliteten betydelig, noe som gjør dem viktige i moderne metallurgi.

500mm UHP grafittelektrode
500mm Ultra High Power (UHP) grafittelektrode er en viktig forbruksvar som er mye brukt i elektrisk lysbueovn (EAF) stålproduksjon og metallurgi med høy temperatur. Den utmerkede elektriske ledningsevnen og termisk sjokkmotstand muliggjør effektiv smelting og sekundær raffinering, og forbedrer produksjonseffektiviteten og stålkvaliteten.

350mm vanlig kraft (RP) grafittelektrode-Forbedret effektivitet for medium kapasitet elektriske lysbueovner
350mm RP-grafittelektrode gir en sterk balanse av konduktivitet, termisk stabilitet og kostnadseffektivitet. Designet for middels kapasitet EAF-er, og fungerer pålitelig i kontinuerlig stålproduksjon og ferroalloyproduksjon. Et smart valg for å redusere energibruk og forbedre driftsstabiliteten.

400mm UHP grafittelektrode - Avansert ultrahøy effektløsning for metallurgiske ovner
400mm UHP-grafittelektrode er konstruert for tunge elektriske lysbueovner (EAF), øseovner (LF) og nedsenket bueovner (SAF). Det gir overlegen konduktivitet og termisk støtmotstand, noe som muliggjør rask smelting, redusert elektrodeforbruk og forbedret stålkvalitet i avansert stål- og legeringsproduksjon.

400mm RP-grafittelektrode-konstruert for stabil konduktivitet og mekanisk integritet i høyvolum EAF stålproduksjon
400mm RP (vanlig effekt) grafittelektrode er konstruert for elektriske lysbueovner (EAF) som opererer under standard strømforhold. Det tilbyr pålitelig strømkonduktivitet, bue-stabilitet og mekanisk integritet, noe som gjør den godt egnet for karbon- og legeringsstålproduksjonsanlegg med årlige utganger som overstiger 500 000 tonn.

500mm RP Grafittelektrode-Avansert ytelse for storskala elektriske lysbueovner
500mm RP-grafittelektrode er designet for EAF-er med stor kapasitet, og tilbyr overlegen konduktivitet, mekanisk styrke og termisk stabilitet. Avansert produksjon sikrer lav resistivitet og høy termisk motstand, reduserer elektrodeforbruket og øker effektiviteten til stålproduksjon-en kostnadseffektiv løsning.

Klassifisering av grafittmaterialer for elektroder og applikasjoner med høy temperatur
Grafittprodukter er mye brukt i termiske feltfelt, luftfartsdyser, bueovnelektroder og kjemiske elektrolysesystemer. Med ultrahøy renhet, utmerket termisk motstand og lav elektrisk resistivitet, fungerer de som essensielle materialer i avansert produksjons- og energiindustri.

400mm HP Graphite Electrode-Premium High-Power Solution for EAF, LF og SAF-applikasjoner
400mm HP -grafittelektrode gir utmerket konduktivitet, termisk sjokkmotstand og mekanisk styrke - for å være en kraftig bueytelse, lavere energiforbruk, utvidet elektrode -levetid og forbedret effektivitet i stallbue -ytelse.

Karbonelektroder: Profesjonell oversikt og applikasjoner
Karbonelektrode, det er et produkt som er egnet for motstand elektrisk lysbueovn. Det er egnet for produksjon av silisiumjern, etc. Det er et energisparende oppdatert produkt for metallsmelting. Å velge karbonelektroder kan gi deg mer økonomiske fordeler.