











Produkter














 Graphite Electrode — Engineered for Ultra-Heavy-Duty Furnace Applications")
 Graphite Electrode — Engineered for Ultra-Heavy-Duty Furnace Applications")
{kind=link}
{kind=link}
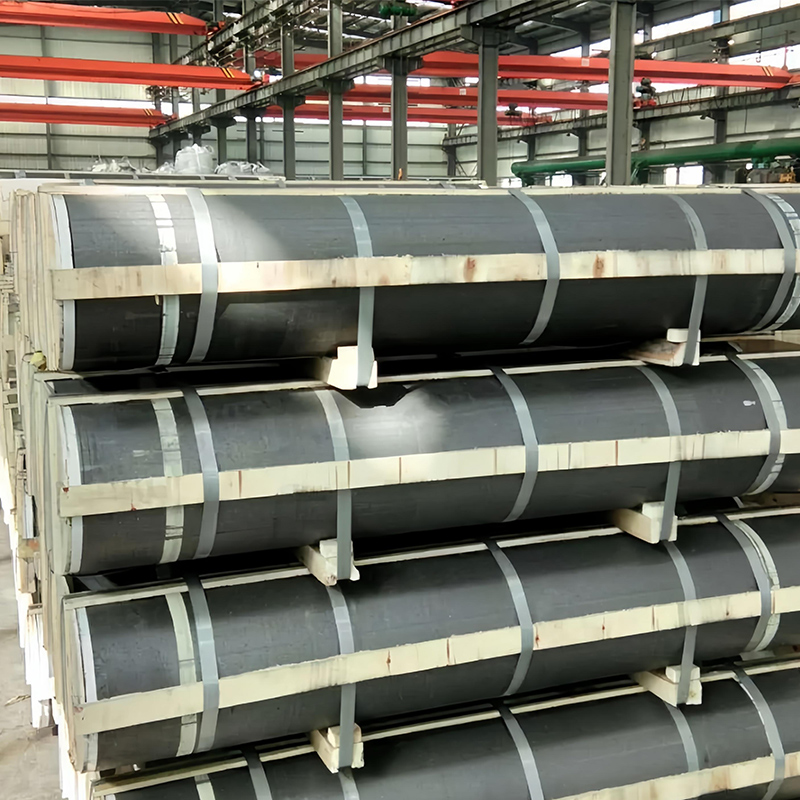
600mm High Power (HP) Grafittelektrode-konstruert for ultra-tunge ovnsapplikasjoner
Den 600 mm høye effektgrafittelektroden er konstruert spesielt for storskala elektriske lysbueovner (EAF) og nedsenket bueovner (SAF). Den leverer enestående elektrisk ledningsevne, oksidasjonsmotstand og termisk stabilitet, noe som gjør det til et pålitelig og effektivt valg for ekstrem metallurgi med høy temperatur.
Beskrivelse
markør
Produktoversikt
Denne 600 mm HP-grafittelektroden er en karbonmateriale med stor diameter designet for metallurgiske operasjoner med ultrahøyt kraft. Det er mye brukt i rustfritt stål raffinering, smelting av ferroally og andre krevende miljøer som krever vedvarende høy strøm og temperaturstabilitet.
HP grafittelektrodeparametere - 600mm
| Punkt | Enhet | Elektrode | Brystvorte |
| Motstand | μω · m | 5.2 ~ 6.5 | 3.2 ~ 4.3 |
| Bøyestyrke | MPA | ≥ 10,0 | ≥ 22,0 |
| Elastisk modul | GPA | ≤ 12,0 | ≤ 15,0 |
| Bulk tetthet | g/cm³ | 1,68 ~ 1,72 | 1,78 ~ 1,83 |
| Termisk ekspansjon CTE | 10⁻⁶/℃ | ≤ 2.0 | ≤ 1,8 |
| Askeinnhold | % | ≤ 0,2 | ≤ 0,2 |
| Tillatt strøm | A | - | 38000–58000 |
| Strøm tetthet | A/cm² | - | 13–21 |
| Faktisk diameter | mm | Maks 613 min 607 | - |
| Faktisk lengde | mm | 1800 ~ 2700 tilpasses | - |
| Lengdoleranse | mm | ± 100 | - |
| Kort lengde | mm | - | - |
Råvarer og produksjonsprosess
●Materialkomposisjon:
①75% premium petroleumsbasert nålekoks (hentet fra Japan, USA eller Korea)
②25% kulltar tonehøyde for optimalisert kostnadsytelse Balanse
③ Høyt mykende punkt Modifisert kull-tjære tonehøydebindemiddel med overlegen karbonutbytte og impregneringsatferd
●Dannende teknologi:
Ekstrudering eller isostatisk pressing under høy tonnasje sikrer tett, isotropisk struktur med minimale interne defekter.
●Grafitisering:
Utført i LWG (langsgående grafitiseringsovn) eller Acheson -ovner (indre diameter ≥2,2 m) ved ≥3000 ° C for å oppnå jevn krystallinsk innretting og forbedrede termiske/elektriske egenskaper.
Impregnering og ombaking:
Flere vakuumtrykksimpregneringer og sekundære bakeprosesser reduserer åpen porøsitet dramatisk og øker oksidasjonsmotstanden.
Applikasjoner
600mm HP -grafittelektroder brukes ofte i:
Ekke
● Storskala nedsenket bueovner (SAF) for ferroalloys som FEMN, SIMN, FECR
● Ikke-jernholdig metallurgi som krever utmerket termisk ledningsevne og varmestabilitet
● Kontinuerlig støping og langbue-varighetsoperasjoner i smarte stålproduksjonsmiljøer
Lagrings- og håndteringsinstruksjoner
●Fuktbeskyttelse: Oppbevares i et tørt, godt ventilert område for å unngå termisk sprekker og oksidasjon.
●Lagringstemperatur: Oppretthold ved 25 ° C ± 5 ° C for optimal tilstand.
●Emballasje: Kraftig trekass med vanntette indre foringer og sjokkabsorberende pads.
●Løfting og håndtering: Bruk bare myke løftestropper eller dedikerte slynger; Ikke la metallkjeder eller gafler kontakte tråder eller elektrodeoverflaten.
Viktige ytelsesfordeler
● Eksepsjonell lysbue-stabilitet og ytelse mot brudd under ekstrem varmebelastning
● Lav porøsitetsstruktur forbedrer oksidasjonsmotstanden og levetiden
● Lav elektrodeforbrukshastighet (1,7–2,2 kg per tonn stål under optimaliserte forhold)
● Presisjonsfit HP-brystvorte sikrer sikker elektrisk tilkobling med minimal motstand
● Kompatibel med automatiske klemmer og intelligente stålproduksjonssystemer
 Graphite Electrode — Engineered for Ultra-Heavy-Duty Furnace Applications")
 Graphite Electrode — Engineered for Ultra-Heavy-Duty Furnace Applications")
Kontakt oss
Relaterte populære produkter

650 mm / 700 mm RP-klasse grafittelektroder
Perfekt for storstilt EAF-stålproduksjon, øsedaffinering og ferroallyproduksjon. Opprettholder overlegen konduktivitet, termisk stabilitet og mekanisk styrke under høy termisk sjokk og tung belastning.

350mm vanlig kraft (RP) grafittelektrode-Forbedret effektivitet for medium kapasitet elektriske lysbueovner
350mm RP-grafittelektrode gir en sterk balanse av konduktivitet, termisk stabilitet og kostnadseffektivitet. Designet for middels kapasitet EAF-er, og fungerer pålitelig i kontinuerlig stålproduksjon og ferroalloyproduksjon. Et smart valg for å redusere energibruk og forbedre driftsstabiliteten.

600mm UHP grafittelektrode
600mm UHP-grafittelektroden er mye brukt i elektriske lysbueovner (EAF) og øseovner (LF), egnet for høye temperaturer og høye belastningsoperasjoner. Med utmerket elektrisk ledningsevne, termisk sjokkmotstand og lavt forbruk, er det ideelt for smeltende skrot, DRI og ikke-jernholdige metaller, noe som gjør det til et foretrukket valg for avanserte metallurgiske applikasjoner.

350mm UHP Graphite Electrode - Premium Ultra High Power Solution for EAF stålproduksjon
350mm UHP-grafittelektrode er ideell for EAF-stålproduksjon i stor kapasitet, noe som muliggjør rask smelting av skrot og DRI med stabil strøm og lavt forbruk. Det er også egnet for øse raffinering og høy temperatur ferroalloy og ikke-jernholdig metallsmelting, forbedrende produktivitet og stålrenhet.

550mm High Power Graphite Electrode (HP)-Tilpasset konstruerte for applikasjoner med høy belastning
550 mm høykraft grafittelektrode er et tilpasset, ikke-standard produkt skreddersydd for nedsenket bueovner med stor kapasitet (SAF). Det tilbyr eksepsjonell termisk stabilitet, elektrisk ledningsevne og mekanisk styrke, mye brukt under ekstreme smelteforhold som manganlegeringsproduksjon.

350mm HP Graphite Electrode-High-Performance Solution for EAF- og LF-applikasjoner
350mm HP-grafittelektrode er ideell for EAF-stålproduksjon, LF-sekundær raffinering og SAF-legeringsproduksjon, egnet for karbonstål og ikke-jernholdig metallsmelting, noe som sikrer stabil lysbueytelse og overlegen metallrenhet.

Kalsinert petroleum Coke (CPC)
Kalsinerte petroleumskoks (CPC) er avgjørende for å produsere grafittelektroder i elektriske lysbueovner, aluminiumsmeltingsanoder, recarburizers i jernstøping, og som et reduserende middel i Tio-kloridprosesser-noe som gjør det til en nøkkel råstoff i høyt temperaturmetall og karbon-intensive anvendelser.

300mm vanlig kraft (RP) grafittelektrode - Pålitelig løsning for små til middels elektriske lysbueovner
300mm RP-grafittelektrode tilbyr en kostnadseffektiv og stabil løsning for små til mellomstore EAF-er, og gir pålitelig konduktivitet og utmerket oksidasjonsmotstand for produksjon av karbonstål, silisium og fosfor.

450mm UHP Graphite Electrode Technical Oversikt
Den 450 mm Ultra High Power (UHP) grafittelektrode er en kritisk forbruksvarelig mye brukt i elektrisk bueovn (EAF) stålproduksjon, øse raffinering og ikke-jernholdig metallurgi. Den leverer utmerket elektrisk ledningsevne, termisk sjokkmotstand og mekanisk styrke for å optimalisere ovnens ytelse og stålkvalitet.

Karbonelektroder: Profesjonell oversikt og applikasjoner
Karbonelektrode, det er et produkt som er egnet for motstand elektrisk lysbueovn. Det er egnet for produksjon av silisiumjern, etc. Det er et energisparende oppdatert produkt for metallsmelting. Å velge karbonelektroder kan gi deg mer økonomiske fordeler.

500mm UHP grafittelektrode
500mm Ultra High Power (UHP) grafittelektrode er en viktig forbruksvar som er mye brukt i elektrisk lysbueovn (EAF) stålproduksjon og metallurgi med høy temperatur. Den utmerkede elektriske ledningsevnen og termisk sjokkmotstand muliggjør effektiv smelting og sekundær raffinering, og forbedrer produksjonseffektiviteten og stålkvaliteten.

450 mm høy effekt (HP) grafittelektrode - optimalisert for gul fosfor og smelting av rustfritt stål
450mm HP-grafittelektrode er optimalisert for gul fosfor og smelting av rustfritt stål, og gir overlegen konduktivitet, termisk støtmotstand og oksidasjonens holdbarhet i høye belastningsoperasjoner.

HP -grafittelektroder
HP-grafittelektroder er mye brukt i stålproduksjon av elektrisk bue, metallurgiske prosesser og høye temperaturelektrolyse. Deres utmerkede konduktivitet og varmebestandighet forbedrer smelteffektiviteten og produktkvaliteten betydelig, noe som gjør dem viktige i moderne metallurgi.

Grafittstenger-konstruert for applikasjoner med høy temperatur og elektrode
Grafitt stenger påføres mye i elektrisk lysbueovn (EAF) stålproduksjon, EDM-maskinering, vakuum og motstandsovnvarme, høye temperaturlegeringer, elektrolytiske og plateringsprosesser, solcelleanlegg, litiumbatteri og hydrogen energisystem. Med utmerket elektrisk ledningsevne, termisk motstand og kjemisk stabilitet, er de ideelle materialer for avanserte industrielle applikasjoner som krever utholdenhet og presisjonsledningsevne med høy temperatur.

Ultra High Power (UHP) grafittelektroder
UHP -grafittelektroder er mye brukt i stålproduksjon av elektrisk lysbue, og gir høy ledningsevne, utmerket varmemotstand og mekanisk styrke, noe som forbedrer smelteffektiviteten og produktkvaliteten betydelig, noe som gjør dem viktige i moderne stålproduksjon.

400mm HP Graphite Electrode-Premium High-Power Solution for EAF, LF og SAF-applikasjoner
400mm HP -grafittelektrode gir utmerket konduktivitet, termisk sjokkmotstand og mekanisk styrke - for å være en kraftig bueytelse, lavere energiforbruk, utvidet elektrode -levetid og forbedret effektivitet i stallbue -ytelse.