


























{kind=link}
350 mm UHP Graphite Electrode - Premium Ultra High -Výkon pre výrobu ocele EAF
Grafitová elektróda UHP 350 mm je ideálna pre veľkú kapacitnú oceľovú výrobu EAF, ktorá umožňuje rýchle topenie šrotu a DRI so stabilným prúdom a nízkou spotrebou. Je tiež vhodný pre rafináciu na panvicu a vysokoteplotné ferroalloy a neželezné tavenie kovov, zvýšenie produktivity a čistoty ocele.
Opis
značka
Prehľad produktu
Graphitová elektróda s rozmermi 350 mm Ultra High -Power (UHP) je navrhnutá pre extrémne elektrické a tepelné podmienky v elektrických oblúkových peciach (EAFS), navíjacích pecách (LFS) a ponorených oblúkových pecách (SAFS). Tieto elektródy, ktoré sa vyrábajú zo 100% prémiového ihlového koksu na báze ropy a ultra nízko sírneho uhlia, tieto elektródy podliehajú vysokej tlakovej forme (prostredníctvom extrúzneho alebo izostatického lisovania), viacstupňové pečenie a ultra-vysokú grafity grafity nad 2800 ° C.
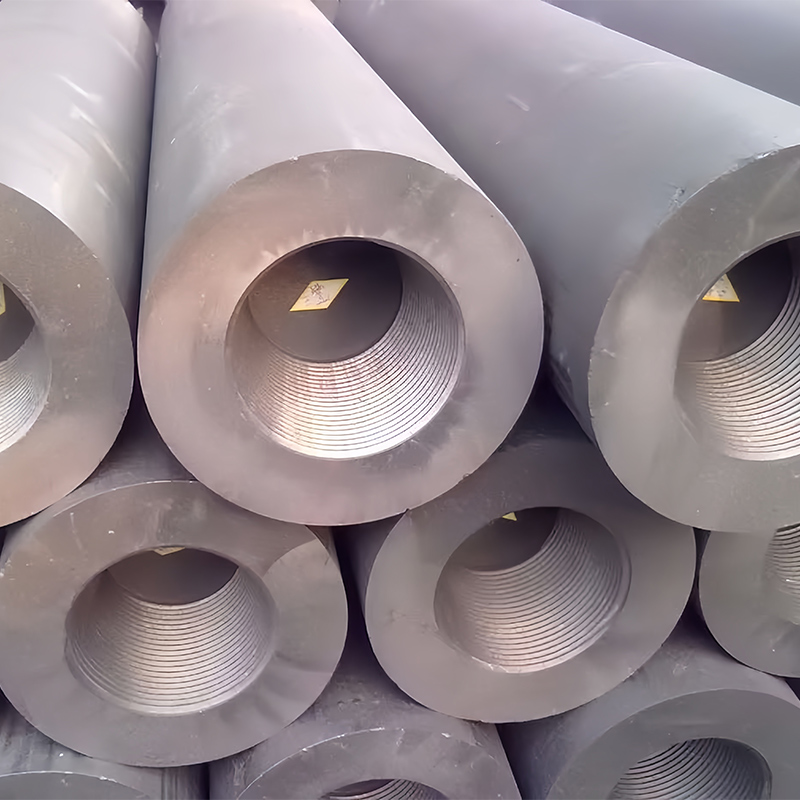
Presné obrábanie CNC zaisťuje presné profily vlákna, optimálne prispôsobenie bradavky a nízky kontaktný odpor, čo vedie k stabilnému výkonu oblúka, vynikajúcej vodivosti a minimálnej spotrebe elektród.
Technické špecifikácie - 350 mm Elektróda UHP
| Parameter | Jednotka | Elektróda | Bradavka |
| Odpor | μΩ · m | 4,8 ~ 5,8 | 3,4 ~ 4,0 |
| Ohybová sila | MPA | ≥ 12,0 | ≥ 22,0 |
| Elastický modul | GPA | ≤ 13,0 | ≤ 18,0 |
| Objemová hustota | g/cm³ | 1,68 ~ 1,73 | 1,78 ~ 1,84 |
| Koeficient tepelnej expanzie | 10⁻⁶/° C | ≤ 1,2 | ≤ 1,0 |
| Popolček | % | ≤ 0,2 | ≤ 0,2 |
| Prípustný prúd | A | - | 20000 ~ 30000 |
| Hustota | A/cm² | - | 20 ~ 30 |
| Skutočný priemer | mm | Max: 358 min: 352 | - |
| Skutočná dĺžka (prispôsobiteľné) | mm | 1600 - 2400 | - |
| Tolerancia dĺžky | mm | ± 100 | - |
| Dĺžka krátkeho pravítka | mm | -275 | - |
Výhody základného výkonu
●Ultra vysoká elektrická vodivosť
Podporuje rýchle iniciáciu oblúka a stabilný prúd prúdu vo vysokokapacitných peciach.
●Vynikajúci odpor tepelného šoku
Nízka tepelná expanzia minimalizuje praskanie počas rýchlych zmien teploty.
●Robustná mechanická pevnosť
Vydržuje mechanické napätia počas prevádzky, nabíjania a upínacieho.
●Nízka nečistota
Znížený popol, síra a prchavé látky znižujú tvorbu trosky a zvyšujú čistotu ocele.
●Bradavky s presnosťou
Závity so strojmi na CNC zabezpečujú pevné nasadenie elektródovej napätia, zníženie odporu kĺbu a zlepšujúcu vodivosť.
Aplikačné scenáre
●Primárna výroba ocele EAF
Ideálne na topenie šrotu a DRI vo veľkej kapacite EAF, ponúkajú rýchle topenie cyklov a vysokú energetickú účinnosť.
●Na panvicovej peci (LF) sekundárna rafinácia
Udržiava konzistentnosť teploty a limity reoxidácie počas legovania a desulfurizácie.
●Výroba ferroalloy v SAFS
Pretrváva kontinuálne vysokorýchlostné operácie v kremíkovom mangánskom, ferrochróme a tavení karbidu vápenatého.
●Neoficitná neželavá metalurgia
Používa sa pri zliatinách hliníka, medi a titánu, kde je nízka kontaminácia kritická.
Výroba a zabezpečenie kvality
● suroviny:Prémiový ihlový koks so síry ≤ 0,03%, nízky popol a prchavé látky.
● Vytváranie a pečenie:Isostatické/extrúzne formovanie, po ktorom nasleduje viacstupňové pečenie do 900 ° C pre rozmerovú stabilitu.
● Grafitizácia:Spracované pri ≥ 2800 ° C pre maximálne kryštalické zarovnanie a vodivosť.
● CNC Presné obrábanie:Elektródy a bradavky opracované na pevné tolerancie pre hladké spojenie.
● Testovacie normy:Súlad s ASTM C1234, IEC 60239, GB/T 20067 a podliehajú ultrazvuku, odporu a testovaniu pevnosti.
Prínosy koncového používateľa
● Znížená miera spotreby elektród (ECR)
Vysoká hustota a nízka pórovitosť vedú k menšiemu opotrebeniu a menšiemu množstvu výmeny.
● Zlepšená energetická účinnosť
Nižší odpor umožňuje rýchlejšie topenie a zníženie spotreby energie (kWh/t).
●Vynikajúca oceľová čistota
Nízke nečistoty zabezpečujú minimálnu trosku a menej nekovových inklúzií.
●Životnosť predĺženej služby
Dlhšie prevádzkové cykly a znížené prestoje pomocou mechanickej trvanlivosti.
Záver
Grafitová elektróda UHP 350 mm ponúka optimálnu rovnováhu elektrického výkonu, mechanickej integrity a tepelnej odolnosti. Vykonané pre efektívnosť a spoľahlivosť, znižuje prevádzkové náklady, zlepšuje kvalitu ocele a maximalizuje prevádzkovú dobu pecí - vylepšuje preferovanú voľbu pre moderné operácie EAF a LF v globálnych zariadeniach výroby ocele a zliatiny.
Kontaktujte nás
Súvisiace populárne výrobky

300 mm pravidelný výkonový (RP) grafitová elektróda - spoľahlivý roztok pre malé až stredné elektrické oblúkové pece
Grafitová elektróda 300 mm ponúka nákladovo efektívny a stabilný roztok pre malé až stredne veľké EAF, dodáva spoľahlivú vodivosť a vynikajúcu oxidačnú odolnosť pri výrobe uhlíkovej ocele, kremíka a fosforu.
Grafitová elektróda UHP 650 mm / 700 mm
Grafitové elektródy UHP s rozmermi 650 mm a 700 mm sú nevyhnutné pre prevádzky EAF a LF vo veľkom meradle, čo umožňuje efektívne topenie šrotu a presné rafinácie ocele. Ich vynikajúca elektrická vodivosť, tepelná odolnosť a mechanická pevnosť zaisťujú spoľahlivý výkon za extrémnych priemyselných podmienok, čo ich robí rozhodujúcimi pre zlepšenie produkcie a kvality ocele v modernej metalurgii.

Vysoko čistiace grafitové tégliky pre priemyselné topenie a aplikácie elektród
Grafitové krížové predmety sú ideálne na vysoké teplotné topenie hliníka, meď, zlato a striebro. Vhodné pre vákuové a indukčné pece ponúkajú tepelnú stabilitu a silnú chemickú odolnosť.

Grafitová elektróda UHP 600 mm
Grafitová elektróda UHP 600 mm sa široko používa v elektrických oblúkových peciach (EAF) a navíjacích pecách (LF), vhodné pre operácie s vysokou teplotou a vysokým zaťažením. S vynikajúcou elektrickou vodivosťou, odporom tepelného otrasu a nízkou spotrebou je ideálna na topenie šrotu, DRI a neželezných kovov, čo z neho robí preferovanú voľbu pre pokročilé metalurgické aplikácie.

Grafitová elektróda s vysokým výkonom (HP) 600 mm
Grafitová elektróda s vysokým výkonom 600 mm je navrhnutá špeciálne pre rozsiahle elektrické oblúkové pece (EAF) a ponorené oblúkové pece (SAF). Dodáva vynikajúcu elektrickú vodivosť, oxidačnú odolnosť a tepelnú stabilitu, vďaka čomu je pre extrémnu vysokoteplotnú metalurgiu spoľahlivý a efektívny výber.

Grafitová elektróda 600 mm RP - technický prehľad a aplikácie
Grafitová elektróda s rozmermi 600 mm je ideálna pre stredne spotrebné EAF, navíjace pece a metalurgické aplikácie, ktoré dodávajú stabilné oblúky, zníženú spotrebu a zvýšenú energetickú účinnosť pri výrobe ocele a zliatiny.

400 mm HP Graphite Electrode-prémiové vysoko výkonné riešenie pre aplikácie EAF, LF a SAF
Grafitová elektróda 400 mm HP, ktorá sa široko používa v aplikáciách EAF, LF a SAF, ponúka vynikajúcu vodivosť, odpor s tepelným otrasom a mechanickú pevnosť - zvyšujúca výkonnosť oblúka, nižšiu spotrebu energie, rozšírenú životnosť elektród a zvýšenú účinnosť výroby ocele a zliatiny.

550 mm vysoko výkonná grafitová elektróda (HP)-na mieru s vysokým obsahom aplikácií
Grafitová elektróda s vysokým výkonom 550 mm je vlastným neštandardným produktom prispôsobeným pre veľké oblúkové pece s veľkým kapacitou (SAF). Ponúka výnimočnú tepelnú stabilitu, elektrickú vodivosť a mechanickú pevnosť, ktorá sa bežne používa v extrémnych podmienkach tavenia, ako je výroba zliatiny mangánov.

Grafitizovaný ropný koks (GPC)
GPC je nevyhnutná pri výrobe grafitovej elektród UHP, oceľovej rekarurizácii, anódach batérií a hliníkových katód, ktoré ponúka ultra nízku síru, vysokú čistotu, vynikajúcu vodivosť a tepelnú stabilitu pre pokročilé metalurgické a energetické priemysel.

500 mm RP grafitová elektróda-pokročilý výkon pre veľké elektrické oblúkové pece
Grafitová elektróda 500 mm RP je navrhnutá pre veľké kapacity EAF, ponúka vynikajúcu vodivosť, mechanickú pevnosť a tepelnú stabilitu. Pokročilá výroba zaisťuje nízky odpor a vysoký tepelný odpor, znižuje spotrebu elektród a zvyšuje účinnosť výroby ocele-nákladovo efektívne riešenie.

450 mm UHP Graphite Electrode Technický prehľad
Graphitová elektróda s ultra výkonom 450 mm (UHP) je kritická spotrebná spotrebiteľa, ktorá sa široko používa v oceľovej výrobe elektrických oblúkových pecí (EAF), rafinácia naberáka a neželeznej metalurgie. Dodáva vynikajúcu elektrickú vodivosť, odpor tepelného otrasu a mechanickú pevnosť na optimalizáciu výkonu pece a kvalitu ocele.

Klasifikácia grafitových materiálov pre elektródy a aplikácie s vysokou teplotou
Grafitové výrobky sa široko používajú v polovodičových tepelných poliach, leteckých dýz, oblúkových pecách a systémoch chemickej elektrolýzy. Vďaka ultra vysokej čistote, vynikajúcej tepelnej odolnosti a nízkym odporom elektrickej energie slúžia ako základné materiály v pokročilom výrobnom a energetickom priemysle.

Špecifikácie produktu grafitého šrotu-vysokokvalitný uhlíkový materiál pre grafitové elektródy
Vysoko čistotný grafitový šrot sa široko používa v elektrickej oblúkovej peci a výrobu elektródových elektród na panvicu, čím sa zvyšuje vodivosť elektród a tepelný odpor pre efektívne tavenie a udržateľnú recykláciu.

350 mm pravidelný výkonový (RP) grafitová elektróda-zvýšená účinnosť pre stredne kapacitné elektrické oblúkové pece
Grafitová elektróda RP 350 mm ponúka silnú rovnováhu vodivosti, tepelnej stability a nákladovej efektívnosti. Navrhnuté pre stredne kapacitné EAFS, spoľahlivo vykonáva nepretržitú výrobu ocele a výrobu ferroalloy. Inteligentná voľba na zníženie využívania energie a zlepšenie prevádzkovej stability.

300 mm HP grafitová elektróda - vysoko výkonný roztok pre oblúkové pece
Grafitová elektróda 300 mm HP je určená pre elektrické oblúkové pece, panvy a ponorené oblúkové pece do výroby ocele a ferroalloy. Vykonáva spoľahlivo v podmienkach s vysokou teplotou a vysokou súčasťou, ponúka stabilnú vodivosť, nízku tepelnú expanziu a vysokú účinnosť topenia-pre náročné metalurgické prostredie.

450 mm RP grafitová elektróda-optimalizovaná vodivosť a nákladovo efektívny výkon pre veľké elektrické oblúkové pece
Grafitová elektróda 450 mm RP je navrhnutá pre veľké elektrické oblúkové pece, ktoré ponúka vysokú vodivosť, vynikajúci oxidačný odpor a tepelnú stabilitu. Pokročilá výroba zaisťuje nízky odpor a silnú mechanickú pevnosť, znižuje spotrebu elektród na tonu a zvyšuje účinnosť výroby-ideálna voľba pre nákladovo efektívnu výrobu ocele.