




























{kind=link}
{kind=link}
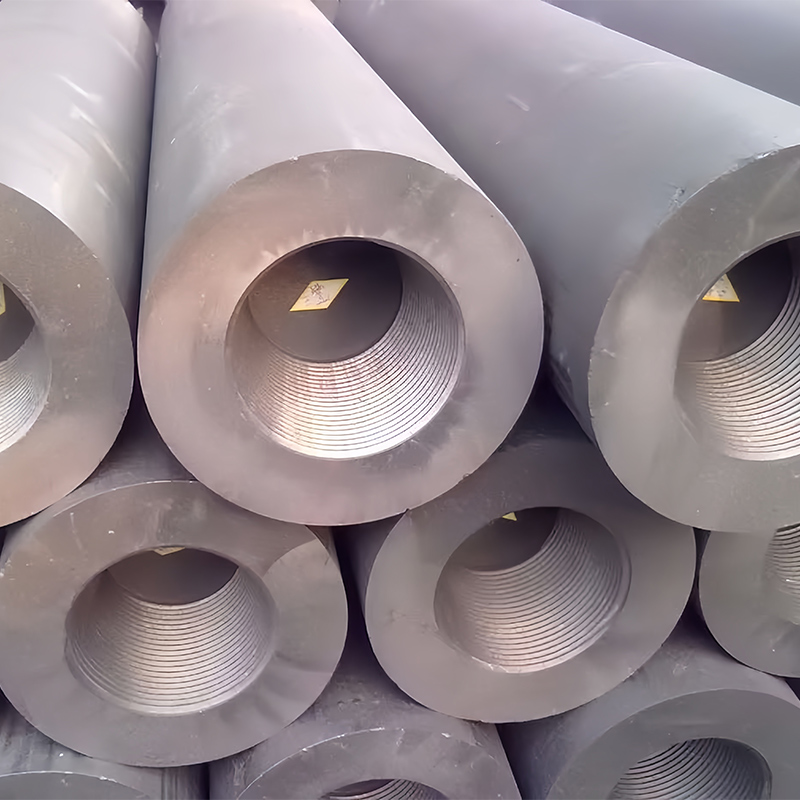
Grafitová elektróda 600 mm RP - technický prehľad a aplikácie
Grafitová elektróda s rozmermi 600 mm je ideálna pre stredne spotrebné EAF, navíjace pece a metalurgické aplikácie, ktoré dodávajú stabilné oblúky, zníženú spotrebu a zvýšenú energetickú účinnosť pri výrobe ocele a zliatiny.
Opis
značka
Základný popis
Grafitová elektróda s rozmermi 600 mm (pravidelný výkon) je špeciálne navrhnutá pre stredne kapacitné elektrické oblúkové pece (EAFS), navíjace pece (LFS) a výrobné aplikácie Ferroalloy. Vyrábané z vysoko kvalitného ropného ihlového koksu a tónu uhoľného dechtu, elektródy triedy RP poskytujú vynikajúcu elektrickú vodivosť, tepelnú stabilitu a mechanickú integritu za podmienok miernych prúdov.
Prostredníctvom pokročilej grafitizácie pri teplotách presahujúcich 2800 ° C a vysoko presnému obrábaniu CNC tieto elektródy zaisťujú stabilné správanie oblúka, zníženú mieru spotreby a konzistentný prevádzkový výkon v štandardných prostrediach výroby ocele.
Parametre RP grafitých elektród - 600 mm
| Parameter | Jednotka | Elektróda | Bradavka |
| Odpor | μΩ · m | 7,5 ~ 8,5 | 5.8 ~ 6.5 |
| Ohybová sila | MPA | ≥ 8,5 | ≥ 16,0 |
| Elastický modul | GPA | ≤ 9,3 | ≤ 13,0 |
| Objemová hustota | g/cm³ | 1,55 ~ 1,63 | ≥ 1,74 |
| Koeficient tepelnej expanzie (CTE) | 10⁻⁶/° C | ≤ 2,4 | ≤ 2,0 |
| Popolček | % | ≤ 0,3 | ≤ 0,3 |
| Prípustný prúd | A | - | 30000 ~ 36000 |
| Hustota | A/cm² | - | 11 ~ 13 |
| Skutočný priemer | mm | Max: 613 min: 607 | - |
| Skutočná dĺžka | mm | 2200 ~ 2700 (prispôsobiteľné) | - |
| Tolerancia dĺžky | mm | ± 100 | - |
| Dĺžka krátkeho pravítka | mm | -300 | - |
Základné funkcie a výhody
●Vysoká elektrická vodivosť
Nízky odpor podporuje spoľahlivý prenos prúdu a stabilné začatie oblúka počas cyklov topenia.
●Vynikajúca mechanická pevnosť
Optimalizované vlastnosti v ťahu a tlaku minimalizujú rozbitie elektród počas manipulácie a prevádzky pece.
●Vynikajúca tepelná stabilita
Nízka tepelná expanzia zabraňuje praskaniu a udržuje integritu pri rýchlych tepelných zmenách.
●Nízka nečistota
Kontrolovaný popol, síra, fosfor a prchavé látky zabezpečujú topenie čistejšieho a menšieho tvorby trosky.
●Presné vlákno a obrábanie
Kuchárske vlákna CNC (napr. 3TPI, 4TPI) a bradavky M64X4 poskytujú tesné pripojenia s nízkym kontaktným odporom.
Aplikačné scenáre
●Výroba ocele s elektrickým oblúkom (EAF)
Ideálne na topenie recyklovanej ocele v operáciách EAF v strednom zaťažení, ktoré si vyžadujú stabilné oblúkové charakteristiky.
●Na panvicovej peci (LF) sekundárna rafinácia
Zabezpečuje presnú reguláciu teploty a úvod minimálneho nečistoty počas úpravy zloženia zliatiny.
●Ferroalloy Production (SAF)
Kompatibilné s ponorenými oblúkovými peciami (SAF) používanými pre výrobu ferrochrómu, ferrosilikónu a mangánu kremíka.
●Zlievárňa a neželezné topenie
Vhodné pre procesy rafinácie medi, hliníka a zliatiny, ktoré si vyžadujú stabilné oblúky a minimálnu kontamináciu elektród.
Výroba a kontrola kvality
●Výber surovín
Používa prémiový ihlový koks s ≤0,6% prchavou látkou na udržanie nízkej oxidácie a konzistentnej pórovitosti.
●Formovanie a pečenie
Isostatické lisovanie, po ktorom nasleduje pečenie v tunelových peci (do 900 ° C), zvyšuje štrukturálnu homogenitu.
●Proces grafitizácie
Vysokoteplotná grafitizácia nad 2800 ° C zlepšuje kryštalické zarovnanie pre vodivosť a pevnosť.
●Precízne obrábanie
Elektródy a bradavky sú odovzdané CNC na náročné tolerancie, čím sa zabezpečuje správny spojovací prispôsobenie a elektrický kontakt.
●Komplexné testovanie
Každá šarža prechádza ultrazvukovou kontrolou, testovaním odporu a pevnosti a overovaním podľa noriem, ako sú ASTM C1234, IEC 60239 a GB/T 20067.
Prínosy koncového používateľa
●Nižšia miera spotreby elektród (ECR)
Optimalizovaný výkon oblúka znižuje spotrebu na tonu roztavenej ocele.
●Vyššia energetická účinnosť
Zlepšená vodivosť a tepelný prenos znižuje využitie elektrickej energie (KWH/T).
●Predĺžená pecná prevádzka
Spoľahlivá mechanická pevnosť a trvanlivosť závitu znižujú cykly údržby a výmeny.
●Čistiaci metalurgický výstup
Nízke zloženie nečistoty podporuje výrobu vysoko čistej ocele a zliatiny.
Záver
Grafitová elektróda RP 600 mm ponúka nákladovo efektívne, vysokovýkonné riešenie pre výrobcov oceliarov a zlievární pracujúcich v podmienkach stredného prúdu. Vďaka kombinácii elektrickej spoľahlivosti, tepelnej vytrvalosti a presného obrábania je ideálna pre procesy EAF, LF a SAF. Výsledok: zlepšená energetická účinnosť, znížené opotrebenie elektród a zvýšená metalurgická kvalita v každej tavenine.
Kontaktujte nás
Súvisiace populárne výrobky

400 mm HP Graphite Electrode-prémiové vysoko výkonné riešenie pre aplikácie EAF, LF a SAF
Grafitová elektróda 400 mm HP, ktorá sa široko používa v aplikáciách EAF, LF a SAF, ponúka vynikajúcu vodivosť, odpor s tepelným otrasom a mechanickú pevnosť - zvyšujúca výkonnosť oblúka, nižšiu spotrebu energie, rozšírenú životnosť elektród a zvýšenú účinnosť výroby ocele a zliatiny.

Polografizovaný ropný koks (SGPC)
SGPC sa široko používa pri výrobe ocele EAF, zlievárňach a výrobe elektród ako nákladovo efektívny karburátor, ktorý zvyšuje kvalitu taveniny a aplikácie výroby RP elektród a aplikácií s nízkou vodivosťou.

HP grafitové elektródy
Grafické elektródy HP sa široko používajú v elektrickej výrobe oblúkových oceľových pecí, metalurgických procesov a vysokoteplotnej elektrolýzy. Ich vynikajúca vodivosť a tepelná odolnosť významne zlepšujú účinnosť tavenia a kvalitu výrobkov, čo ich robí nevyhnutnými v modernej metalurgii.

Graphitové elektródy 650 mm / 700 mm
Ideálne na rozsiahlu výrobu ocele EAF, rafináciu na panvicu a výrobu ferroalloy. Udržiava vynikajúcu vodivosť, tepelnú stabilitu a mechanickú pevnosť pri vysokom tepelnom náraze a silnom zaťažení.

400 mm UHP grafitová elektród
Grafitová elektróda UHP 400 mm je skonštruovaná pre vysoké elektrické oblúkové pece (EAF), panvy (LF) a ponorené oblúkové pece (SAF). Ponúka vynikajúcu vodivosť a odolnosť proti tepelnému nárazu, čo umožňuje rýchle topenie, zníženú spotrebu elektród a zvýšenú kvalitu ocele v pokročilej výrobe ocele a zliatiny.

Grafitová elektróda UHP 500 mm
Graphitová elektróda Ultra High-Power (UHP) 500 mm je kľúčovou spotrebou spotrebou široko používanou v oceľovej výrobe elektrickej oblúkovej pece (EAF) a vysokej teplote metalurgie. Jeho vynikajúca elektrická vodivosť a odolnosť proti tepelnému nárazu umožňujú účinné topenie a sekundárne vylepšenie, zlepšujú účinnosť výroby a kvalitu ocele.

400 mm RP grafitový elektród s inžinierom pre stabilnú vodivosť a mechanickú integritu vo veľkoobjemovej výrobe ocele EAF
Grafitová elektróda s rozmermi 400 mm (pravidelný výkon) je navrhnutá pre elektrické oblúkové pece (EAF) pracujúce za štandardných výkonových podmienok. Ponúka spoľahlivú súčasnú vodivosť, stabilitu oblúka a mechanickú integritu, vďaka čomu je vhodná pre zariadenia na výrobu uhlíka a zliatiny ocele s ročnými výstupmi presahujúcimi 500 000 metrických ton.

Grafitová elektróda UHP 600 mm
Grafitová elektróda UHP 600 mm sa široko používa v elektrických oblúkových peciach (EAF) a navíjacích pecách (LF), vhodné pre operácie s vysokou teplotou a vysokým zaťažením. S vynikajúcou elektrickou vodivosťou, odporom tepelného otrasu a nízkou spotrebou je ideálna na topenie šrotu, DRI a neželezných kovov, čo z neho robí preferovanú voľbu pre pokročilé metalurgické aplikácie.
Grafitová elektróda UHP 650 mm / 700 mm
Grafitové elektródy UHP s rozmermi 650 mm a 700 mm sú nevyhnutné pre prevádzky EAF a LF vo veľkom meradle, čo umožňuje efektívne topenie šrotu a presné rafinácie ocele. Ich vynikajúca elektrická vodivosť, tepelná odolnosť a mechanická pevnosť zaisťujú spoľahlivý výkon za extrémnych priemyselných podmienok, čo ich robí rozhodujúcimi pre zlepšenie produkcie a kvality ocele v modernej metalurgii.

Kalcinovaný ropný koks (CPC)
Kalcinovaný ropný koks (CPC) je nevyhnutný na výrobu grafitových elektród v elektrických oblúkových peciach, anódach tavenia hliníka, rekarburistov v odlievaní železa a ako redukčné činidlo v procesoch chloridu tio₂-spôsobuje ho kľúčový surovinový materiál vo vysokej teplote metalurgie a uhlíkovo-intenzívne aplikácie.

Špecifikácie produktu grafitého šrotu-vysokokvalitný uhlíkový materiál pre grafitové elektródy
Vysoko čistotný grafitový šrot sa široko používa v elektrickej oblúkovej peci a výrobu elektródových elektród na panvicu, čím sa zvyšuje vodivosť elektród a tepelný odpor pre efektívne tavenie a udržateľnú recykláciu.

350 mm UHP Graphite Electrode - Premium Ultra High -Výkon pre výrobu ocele EAF
Grafitová elektróda UHP 350 mm je ideálna pre veľkú kapacitnú oceľovú výrobu EAF, ktorá umožňuje rýchle topenie šrotu a DRI so stabilným prúdom a nízkou spotrebou. Je tiež vhodný pre rafináciu na panvicu a vysokoteplotné ferroalloy a neželezné tavenie kovov, zvýšenie produktivity a čistoty ocele.

300 mm HP grafitová elektróda - vysoko výkonný roztok pre oblúkové pece
Grafitová elektróda 300 mm HP je určená pre elektrické oblúkové pece, panvy a ponorené oblúkové pece do výroby ocele a ferroalloy. Vykonáva spoľahlivo v podmienkach s vysokou teplotou a vysokou súčasťou, ponúka stabilnú vodivosť, nízku tepelnú expanziu a vysokú účinnosť topenia-pre náročné metalurgické prostredie.

300 mm UHP grafitová elektróda-Premium Ultra-High-Power Graphite Riešenie pre vysokovýkonné systémy EAF
300 mm grafická elektróda UHP, ktorá je vhodná pre vysoko výkonné elektrické oblúkové pece, rafinácie pecí a ferroalloy pecí, ponúka výnimočnú elektrickú vodivosť a tepelný odpor, vďaka čomu je ideálnym roztokom elektród pre vysokorýchlostné tajenie a energeticky efektívnu výrobu ocele.

350 mm pravidelný výkonový (RP) grafitová elektróda-zvýšená účinnosť pre stredne kapacitné elektrické oblúkové pece
Grafitová elektróda RP 350 mm ponúka silnú rovnováhu vodivosti, tepelnej stability a nákladovej efektívnosti. Navrhnuté pre stredne kapacitné EAFS, spoľahlivo vykonáva nepretržitú výrobu ocele a výrobu ferroalloy. Inteligentná voľba na zníženie využívania energie a zlepšenie prevádzkovej stability.

Vlastné grafitové špeciálne diely presné opracované grafitové komponenty
Časti špeciálne grafitované sú životne dôležité pri metalurgii, odlievaní, polovodičových, PV a vysokovýkonných plesňových systémoch kvôli ich vynikajúcej vodivosti, tepelnej stabilite a chemickému odporu.