


























 Graphite Electrodes")
{kind=link}
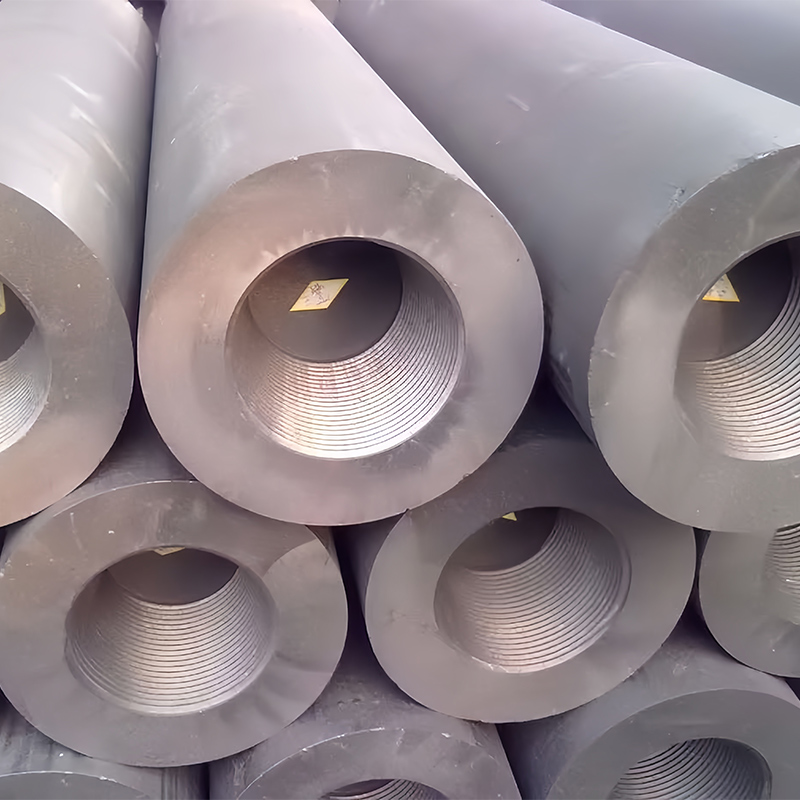
Grafitové elektródy ultra vysokého výkonu (UHP)
Elektródy Graphitu UHP sa bežne používajú v elektrickej výrobe oceľových oblúkov, ktoré ponúka vysokú vodivosť, vynikajúcu odolnosť proti tepla a mechanickú pevnosť, čo výrazne zlepšuje účinnosť tavenovania a kvalitu výrobkov, čo ich robí nevyhnutnými pri výrobe modernej ocele.
Opis
značka
Základný popis
Hlavnou surovinou na výrobu tela ultra-výkonných grafitových elektród je dovážaná koksovia ihly na báze oleja. Výrobný proces zahŕňa drvenie, skríning, dávkovanie, miešanie, formovanie, pečenie, vysokotlakovú impregnáciu, sekundárne pečenie, grafitizáciu a obrábanie. Bradavky sú vyrobené z dovážaného olejového ihlového koksu pomocou procesu trojitej impregnácie a štvornásobného pečenia.
Technické špecifikácie grafitových elektród UHP
| Parameter | Jednotka | Nominálny priemer (mm) | 250 ~ 400 | 450 ~ 550 | 600 ~ 700 |
| Odpor | μΩ · m | Elektróda | 4,8 ~ 5,8 | 4,5 ~ 5.6 | 4,5 ~ 5.4 |
| Bradavka | 3,4 ~ 4,0 | 3,4 ~ 3,8 | 3,0 ~ 3,6 | ||
| Ohybová sila | MPA | Elektróda | ≥ 12,0 | ≥ 12,0 | ≥ 10,0 |
| Bradavka | ≥ 22,0 | ≥ 22,0 | ≥ 24,0 | ||
| Elastický modul | GPA | Elektróda | ≤ 13,0 | ≤ 13,0 | ≤ 13,0 |
| Bradavka | ≤ 18,0 | ≤ 18,0 | ≤ 20,0 | ||
| Objemová hustota | g/cm³ | Elektróda | 1,68 ~ 1,73 | 1,68 ~ 1,72 | 1,68 ~ 1,72 |
| Bradavka | 1,78 ~ 1,84 | 1,78 ~ 1,84 | 1,80 ~ 1,86 | ||
| Koeficient tepelnej expanzie (CTE) | 10⁻⁶/° C | Elektróda | ≤ 1,2 | ≤ 1,2 | ≤ 1,2 |
| Bradavka | ≤ 1,0 | ≤ 1,0 | ≤ 1,0 | ||
| Popolček | % | ≤ 0,2 | ≤ 0,2 | ≤ 0,2 |
Technické špecifikácie bradaviek Grafitových elektród UHP
| Nominálny priemer (mm) | Prípustný prúd (a) | Hustota prúdu (A/CM²) |
| 250 | 9000 ~ 14000 | 18 ~ 25 |
| 300 | 15000 ~ 22000 | 20 ~ 30 |
| 350 | 20000 ~ 30000 | 20 ~ 30 |
| 400 | 25000 ~ 40000 | 16 ~ 24 |
| 450 | 32000 ~ 45000 | 19 ~ 27 |
| 500 | 38000 ~ 55000 | 18 ~ 27 |
| 550 | 45000 ~ 65000 | 18 ~ 27 |
| 600 | 52000 ~ 78000 | 18 ~ 27 |
| 650 | 70000 ~ 86000 | 21 ~ 25 |
| 700 | 73000 ~ 96000 | 18 ~ 24 |
Kontaktujte nás
Súvisiace populárne výrobky

350 mm HP grafitová elektróda-vysokovýkonné riešenie pre aplikácie EAF a LF
Grafitová elektróda 350 mm HP je ideálna pre výrobu ocele EAF, sekundárnu rafináciu LF a výrobu zliatiny SAF, vhodné pre uhlíkovú oceľ a neželezné topenie kovov, čo zabezpečuje stabilný výkon oblúka a vynikajúcu čistotu kovu.

300 mm HP grafitová elektróda - vysoko výkonný roztok pre oblúkové pece
Grafitová elektróda 300 mm HP je určená pre elektrické oblúkové pece, panvy a ponorené oblúkové pece do výroby ocele a ferroalloy. Vykonáva spoľahlivo v podmienkach s vysokou teplotou a vysokou súčasťou, ponúka stabilnú vodivosť, nízku tepelnú expanziu a vysokú účinnosť topenia-pre náročné metalurgické prostredie.

Vysoko čistiace grafitové bloky-Presné uhlíkové materiály pre elektródu, metalurgiu a tepelné spracovateľské odvetvia
Vysoko čistiace grafitové bloky sú nevyhnutné vo výrobe elektród UHP, obrábaní EDM, komponentmi vákuovej pece a monokryštalických kremíkových tepelných systémov-pre náročné vysokoteplotné a vodivé priemyselné prostredie.

Grafitová elektróda s vysokým výkonom (HP) 600 mm
Grafitová elektróda s vysokým výkonom 600 mm je navrhnutá špeciálne pre rozsiahle elektrické oblúkové pece (EAF) a ponorené oblúkové pece (SAF). Dodáva vynikajúcu elektrickú vodivosť, oxidačnú odolnosť a tepelnú stabilitu, vďaka čomu je pre extrémnu vysokoteplotnú metalurgiu spoľahlivý a efektívny výber.

Polografizovaný ropný koks (SGPC)
SGPC sa široko používa pri výrobe ocele EAF, zlievárňach a výrobe elektród ako nákladovo efektívny karburátor, ktorý zvyšuje kvalitu taveniny a aplikácie výroby RP elektród a aplikácií s nízkou vodivosťou.

Grafitová elektróda
Prehľad spoločnosti naša spoločnosť vyrába hlavne Ø200 mm až Ø1400 mm grafitové elektródy v pravidelnom Pow ...

Vysoko čistiace grafitové tégliky pre priemyselné topenie a aplikácie elektród
Grafitové krížové predmety sú ideálne na vysoké teplotné topenie hliníka, meď, zlato a striebro. Vhodné pre vákuové a indukčné pece ponúkajú tepelnú stabilitu a silnú chemickú odolnosť.

Grafitizovaný ropný koks (GPC)
GPC je nevyhnutná pri výrobe grafitovej elektród UHP, oceľovej rekarurizácii, anódach batérií a hliníkových katód, ktoré ponúka ultra nízku síru, vysokú čistotu, vynikajúcu vodivosť a tepelnú stabilitu pre pokročilé metalurgické a energetické priemysel.

RP grafické elektródy
RP grafitové elektródy sa široko používajú v malých až stredne elektrických oblúkových peciach na výrobu ocele, kremíka, fosforu a výrobu hliníka. Sú vhodné na miernu súčasnú hustotu, ponúkajú vynikajúcu elektrickú vodivosť a tepelnú stabilitu - nevyhnutné spotrebiteľné v tradičných metalurgických procesoch.

450 mm UHP Graphite Electrode Technický prehľad
Graphitová elektróda s ultra výkonom 450 mm (UHP) je kritická spotrebná spotrebiteľa, ktorá sa široko používa v oceľovej výrobe elektrických oblúkových pecí (EAF), rafinácia naberáka a neželeznej metalurgie. Dodáva vynikajúcu elektrickú vodivosť, odpor tepelného otrasu a mechanickú pevnosť na optimalizáciu výkonu pece a kvalitu ocele.

550 mm vysoko výkonná grafitová elektróda (HP)-na mieru s vysokým obsahom aplikácií
Grafitová elektróda s vysokým výkonom 550 mm je vlastným neštandardným produktom prispôsobeným pre veľké oblúkové pece s veľkým kapacitou (SAF). Ponúka výnimočnú tepelnú stabilitu, elektrickú vodivosť a mechanickú pevnosť, ktorá sa bežne používa v extrémnych podmienkach tavenia, ako je výroba zliatiny mangánov.

Uhlíkové elektródy: Profesionálny prehľad a aplikácie
Uhlíková elektróda, je to produkt vhodný pre odporový elektrický oblúkový pec. Je vhodný na výrobu kremíkového železa atď. Je to aktualizovaný produkt šetriaci energiu na tavenie kovov. Výber uhlíkových elektród vám môže priniesť viac ekonomických výhod.

350 mm pravidelný výkonový (RP) grafitová elektróda-zvýšená účinnosť pre stredne kapacitné elektrické oblúkové pece
Grafitová elektróda RP 350 mm ponúka silnú rovnováhu vodivosti, tepelnej stability a nákladovej efektívnosti. Navrhnuté pre stredne kapacitné EAFS, spoľahlivo vykonáva nepretržitú výrobu ocele a výrobu ferroalloy. Inteligentná voľba na zníženie využívania energie a zlepšenie prevádzkovej stability.

400 mm UHP grafitová elektród
Grafitová elektróda UHP 400 mm je skonštruovaná pre vysoké elektrické oblúkové pece (EAF), panvy (LF) a ponorené oblúkové pece (SAF). Ponúka vynikajúcu vodivosť a odolnosť proti tepelnému nárazu, čo umožňuje rýchle topenie, zníženú spotrebu elektród a zvýšenú kvalitu ocele v pokročilej výrobe ocele a zliatiny.
Grafitová elektróda UHP 650 mm / 700 mm
Grafitové elektródy UHP s rozmermi 650 mm a 700 mm sú nevyhnutné pre prevádzky EAF a LF vo veľkom meradle, čo umožňuje efektívne topenie šrotu a presné rafinácie ocele. Ich vynikajúca elektrická vodivosť, tepelná odolnosť a mechanická pevnosť zaisťujú spoľahlivý výkon za extrémnych priemyselných podmienok, čo ich robí rozhodujúcimi pre zlepšenie produkcie a kvality ocele v modernej metalurgii.

Grafitová elektróda UHP 550 mm
Grafitová elektróda UHP 550 mm, známa pre svoju vynikajúcu vodivosť a tepelnú stabilitu, sa široko nanáša v elektrických oblúkových peciach (EAF) a navíjacích pecách (LF). Podporuje efektívne, stabilné topenie a rafináciu ocele a neželezných kovov, čo výrazne zlepšuje rýchlosť topenia a energetickú účinnosť a zároveň zaisťuje čistotu kovu a kvalitu produktu. V modernej metalurgickej výrobe je základná konzumácia, ktorá spĺňa prísne požiadavky veľkých oceľových a neželezných kovových rastlín.