











Продуктлар




















{kind=link}
300 мм Ухп графит электрод - югары җитештерүле EAF системалары өчен Premium Urterгары Көч графиты
Highгары Судара электр сугу өчен яраклы, мичне эшкәртү, ферроэлой мичләре, 300 мм
Тасвирлау
маркер
Продукцияне гомуми күзәтү
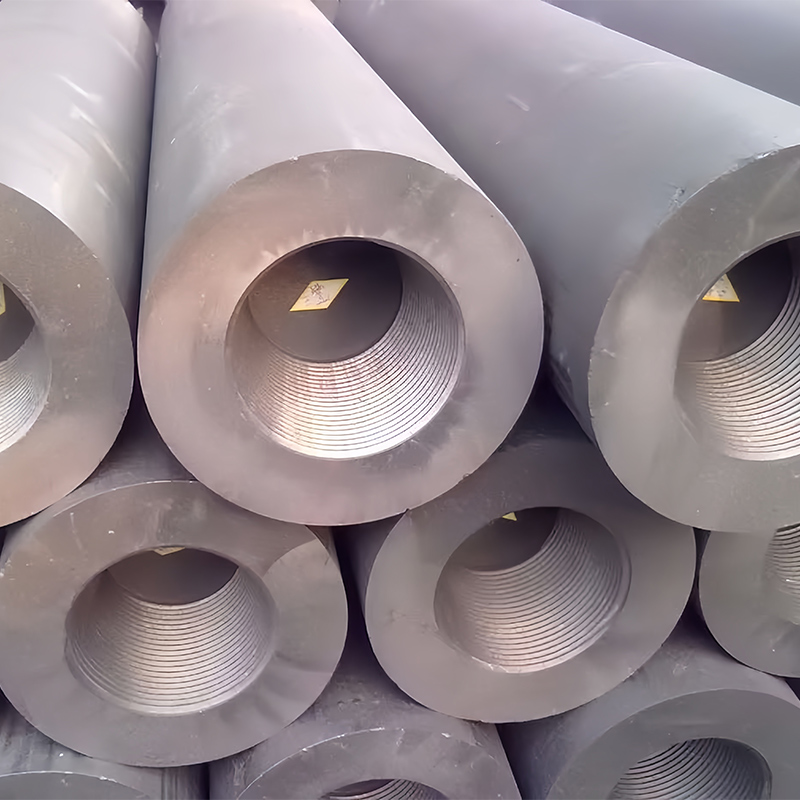
300 мм Ухп (ультра югары көч) графит электр мигене (EAF) корычландыру, лэль эшкәртү (лэд) һәм су астында эшләнгән ARC миәке (Курмалы һәм механик шартларда. Highгары класслы нефтьнең энә калын кашыннан һәм ультра-түбән-күкерттән файдаланып, югары баскыч пешерү, һәм cnc-төгәлләштерү, югары электр куллану, аз куллану, берләшмәгән ныклык.
UHP графит электродлары заманча, энергетика эффектив сайлап алу, тизрәк эри, аскы KWH / T куллану, ультра югары агымдагы тыгыз тыгыз тыгызлык мохите өчен бик кирәк.
Төп техник спецификацияләр (300 мм Ухп)
| Параметр | Берәмлек | Электрод | Күкрәк |
| Резотлык | μω · м | 4.8 ~ 5.8 | 3.4 ~ 4.0 |
| Игелекле көч | Mpa | ≥ 12.0 | ≥ 22.0 |
| Эластик Модулус | GPA | ≤ 13.0 | ≤ 18.0 |
| Күпчелек тыгызлык | g / cm³ | 1.68 ~ 1.73 | 1.78 ~ 1.84 |
| Термаль киңәйтү коэффициенты | 10⁻⁶ / ° C. | ≤ 1.2 | ≤ 1.0 |
| Эш эчтәлеге | % | ≤ 0.2 | ≤ 0.2 |
| Рөхсәтле ток | A | - | 15000 ~ 22000 |
| Хәзерге тыгызлык | A / cm² | - | 20 ~ 30 |
| Чын диаметр | мм | Макс: 307 мин: 302 | - |
| Фактик озынлык (көйләнә торган) | мм | 1600-1800 | - |
| Озын толерантлык | мм | ± 100 | - |
| Кыска хаким озынлыгы | мм | -275 | - |
Эшчәнлек өстенлекләре
● Ультра-югары электр эшчәнлеге
Тиз энергияне югалту белән тиз ару һәм эффектив эретү циклларын тәэмин итә.
● Supгары Термаль Шок каршылыгы
Түбән җылылык киңәюе коэфф тиз җылылык үзгәрүе астында ярыруны киметә.
● көчәйтелгән механик көче
Күренекле флексаль һәм кысучы көч куллану һәм тоташу вакытында минималь өзелүен тәэмин итә.
● Түбәндә пычраклык
Ультра-Түбән Эш, күкерт, күкерт, волатлар чистартучы эретелгән корыч җитештерергә һәм шлак формалашуын киметергә ярдәм итә.
● төгәллектән ясалган җепләр
CNC эшләнгән уртак җепләр (3tpi / 4TPI / M60) тыгыз тоташу һәм тотрыклы дарклар өчен түбән уртак каршылык тәэмин итү.
Типик кушымталар
● Беренчел EAF корычландыру
Тиз һәм тотрыклы җылылык кертүен таләп итүче югары энергияле мичтә эретү өчен идеаль.
● Лэль Мич (LF) чистарту
Икенчел металлургия вакытында төгәл температура холдингы һәм азык-төлекне тәэмин итү.
● Саф шәһәрдә ферроролой производствосы
Даими югары йөкле фемн, FECR, һәм CAC₂ кебек өзлексез югары йөк белән камил.
● Караңгы булмаган һәм махсус эретелү эретү
Бакыр, алюминий һәм башка сизгер эретмәләр өчен яраклы.
Manufactитештерү һәм сыйфат белән идарә итү
● Чимал сайлау
Импортланган энә кок (S ≤ 0.03%, түбән VM) өстен углерод матрица сафлыгы өчен.
● Формалаштыру һәм пешерү
Изостатик басу һәм бердәм тыгызлык һәм тотрыклылык өчен 900 ° C кадәр пешерү.
● графитизация
Righгары кристалллык өчен 2800 ° C дәвалау, үткәргеч һәм ныклык белән көчәйтү өчен 2800 ° C дәвалау.
● cnc бизәү
Тән һәм диппл җепләре турында төгәллек (3tpi / 4TPI / MID) ышанычлы җыелышны тәэмин итә.
● Стандартлаштырылган тест
A ATM C1234, IEC 60239, GB / T 2007 - УЗИ, резистрация, тыгызлык, көч тестларын үз эченә ала.
Соңгы кулланучы өстенлекләре
● Электрод куллану (ECR)
Highгары тыгызлык, түбән колокинит дизайны тон эретелгән корыч куллануны киметә.
● Электр энергиясе нәтиҗәлелеген яхшырту
Түбән киччелек Квда / Тны киметергә һәм кыскартуны кыскартырга ярдәм итә.
● Чистартучы
Түбән күкерт һәм Эш эчтәлеге ультра чиста корыч класслары җитештерүне хуплый.
● Озын гомер озынлыгы һәм оператив ышанычлылыгы
Минимальләштерелгән өзелү һәм оксидлашу үзгәрүчән һәм югары җитештерүчәнлеккә китерә.
Йомгаклау
300 мм Ухп графиты электродның иң югары дәрәҗәсе, зур эш урыны һәм лф операцияләренә иң югары дәрәҗәдәге спектакль, үткәрүчәнлек һәм катгый чыдамлык тәкъдим итә. Opгары эффективлык белән эретү һәм металлургия мәгълүматлары өчен оптимальләштерү корычларга энергия куллануны, түбән оператив чыгымнарны киметергә, озынрак корыч җитештерергә ярдәм итә, киләсе буынлы электр белән корыч эшкәртү өчен төп компонент җитештерә.
Безнең белән элемтәгә керегез
Бәйләнешле популяр продуктлар

Highгары чисталык графиты блоклары - Электрод, металлургия һәм җылылык эшкәртү сәнәгате өчен углерод материаллары
Uhp Электрон мич җитештерү, вуакофод мичләре, вакуум мич эшләгәндә, ухок микробус компонентларында бик мөһим, һәм монокристалл кремльләр системалары - югары температураны, үткәргеч индустриаль мохит таләп иткән өчен идеаль.

300 мм HP графит электрод - Арк мичләре өчен югары көч чишелеше
300 мм HP графиты электрод электр-мич, мич, һәм ферводагы ферроаль җитештерү өчен электр аркасы мичләре, мич һәм су астында су астында калган ARC мичләре өчен эшләнгән. Ул югары температура һәм югары эш шартларында ышанычлы чыгыш ясый, тотрыклы үткәрүчәнлек, түбән җылылык киңәюе, металлургия мохитен таләп итү өчен идеаль.
650 мм / 700 мм Ухп графит электрод
650 мм һәм 700 мм Ухп графиты графиты электродлары бик зур масштаблы EAF һәм LF операцияләре өчен бик кирәк, эффектив кисәкләр эретү һәм төгәл корыч эшкәртү. Аларның өстен электр эшчәнлеге, җылылык каршылыгы, механик көче сәнәгать шартларында ышанычлы күрсәткечләрне тәэмин итә, аларны заманча металлургиядә җитештерүне яхшырту өчен, аларны чыгару һәм корыч сыйфатын камилләштерү өчен.

550 мм рп графит электрод - зур сыйдырышлы электр энергиясе мичләре өчен югары җитештерүчән чишелеш
Зур сыйдырышлы электр мич өчен идеаль (EAF), лэль мичләре (лф), һәм су астында су астында су астында мич (Саф). Equalгары эзләү корыч заводларында киң кулланылган, аеруча электрод куллануны киметү һәм процесс тотрыклылыгын яхшырту максатыннан.

Ярым графиклаштырылган нефть кокс (SGPC)
SGPC чыгымнарны корбиризацияләү, нигездә, электр җитештерүдә киң таралган, сыйфатны эретеп, FP Электрон җитештерү һәм аз үткәрүчәнлек кушымталары.

RP графит электродлары
RP графит электродлары кечкенә вакытта урта электр сугу белән киң кулланыла, крейний, фосфор җитештерү өчен киң кулланыла. Алар уртача агым тыгызлыгы өчен яраклы, искиткеч электр үткәрүчәнлек һәм җылылык тотрыклылыгы - традицион металлургия процессларында мөһим илле.

300 мм регуляр көч (RP) графит электрод - кечкенә электр энергиясе мич өчен ышанычлы чишелеш
300 мм рп график электродның урта размерлы һәм тотрыклы эфирга чыгымнар чыгымнар һәм тотрыклы үткәрүчәнлек һәм углерод корыч, кремний корыч һәм фосфор җитештерү өчен яхшы оксидлашу торышын тәкъдим итә.
500мм югары көч (HP) графит электрод - Техник спецификацияләр һәм кушымта буенча
500 мм HP графит электроды 300 тоннадан артык юллар өчен яхшы. Ул чиктән тыш эссе һәм югары үткәргеч каршылыклары, көчле оксидлашу каршылыгы, көчле оксидлашу каршылыгы, һәм түбән җылылык киңәюе - куллану һәм корыч эффективлыкны арттыру.

500 мм РП графи электрод - Зур масштаблы электр ара мичләре өчен алдынгы чыгыш
500 мм рп графиты электрод зур сыйдырышлы юллар өчен эшләнгән, өстенлеккә ия, механик көче, җылылык тотрыклылыгы тәкъдим итә. Алга киткән җитештерү түбән торышлылыкны һәм югары җылылык каршылыгын тәэмин итә, электрод куллануны киметүне киметә һәм корыч эффектив эффективлык - чыгым-нәтиҗәле чишелеш.

550 мм югары энергия графигы (HP) - югары йөкле кушымталар өчен махсус инженер
550 мм югары энергияле графит электрод - күпчелек, стандарт су сузылган ARC михерләре (Саф) өчен яраклы стандарт булмаган продукт. Ул гаҗәеп җылылык тотрыклылыгы, электр эшчәнлеге, механик көче, гөмбә бизәкле шартларда киң кулланылган шартларда киң кулланылган.


350 мм HP графит электрод - EAF һәм LF кушымталары өчен югары җитештерүчән чишелеш
350 мм HP графиты электрод, лф урлау, углерод корыч һәм төсле булмаган металл җитештерү, тотрыклы ARC күрсәткечләре һәм металл сафлыкны тәэмин итү өчен куркынычсыз.

500 мм Ухп графит электрод
500 мм ультра Группасы (UHP) графит Электрод - электр сугу мишәрендә киң кулланыла, һәм югары температуралы металлургия. Аның искиткеч электр үткәрүчәнлеге һәм җылылык шокы каршылыгы эффектив эретү һәм икенчел эшкәртү, җитештерү нәтиҗәлелеген һәм корыч сыйфатын яхшырту.

550 мм Ухп графит электрод
55050 мм Ухп графит электректы, искиткеч үткәрелүе һәм җылылык күләме белән танылган, электр аркасы (EAF) һәм лэдель мичләрендә киң кулланыла. Ул корыч һәм төсле металлдан эффектив, стиль булмаган металллардан эффектив һәм эшкәртүне хуплый, металл чисталыкны һәм продукт сыйфатын тәэмин иткәндә тизлекне һәм энергия нәтиҗәлелеген эретүне яхшырта. Бу заманча металлургия җитештерүдә төп кулланма, зур масштаблы корыч һәм төсле булмаган металл үсемлекләрнең катлаулы таләпләрен канәгатьләндерү.

Графитизацияләнгән нефть кок (GPC)
GPC UHP графиты электр производствоны, корыч зәвык һәм аллум-аз күкерт, энергия, искиткеч эшлекле, югары сафру, һәм җылылык белән тәэмин итү, югары сафлык, искиткеч тотрыклылык, югары чисталык, җылылык тотрыклылыгы тәкъдим итә.

350 мм регуляр көч (RP) графит электрод - урта сыйдырышлы электр энергиясе мичләре өчен эффективлык
350 мм рп графит элеккеге үткәргеч, җылылык тотрыклылыгы, һәм чыгым-чыгымның эффектив балансын тәкъдим итә. Урта сыйдырышлы юллар өчен эшләнгән, ул өзлексез идарә итүдә һәм ферроаль җитештерүдә ышанычлы башкара. Энергияне куллану һәм оператив тотрыклылыкны яхшырту өчен акыллы сайлау.