











Продуктлар

















{kind=link}
400 мм Ухп графит электрод - металлургия мэрлары өчен алдынгы ультра югары энергия чишелеше
400 мм Ухп графит электродлары авырткан электр энергиясе (eaf), лэль мичләре (лф), һәм су астында су астында су астында мич (куркынычсыз). Анда югары уку һәм җылылык шок каршылыгы тәкъдим итә, тиз эретеп, электрод куллану, алдынгы корыч һәм алдагы корыч сыйфатлы корыч сыйфатын тәкъдим итә.
Тасвирлау
маркер
Продукцияне гомуми күзәтү
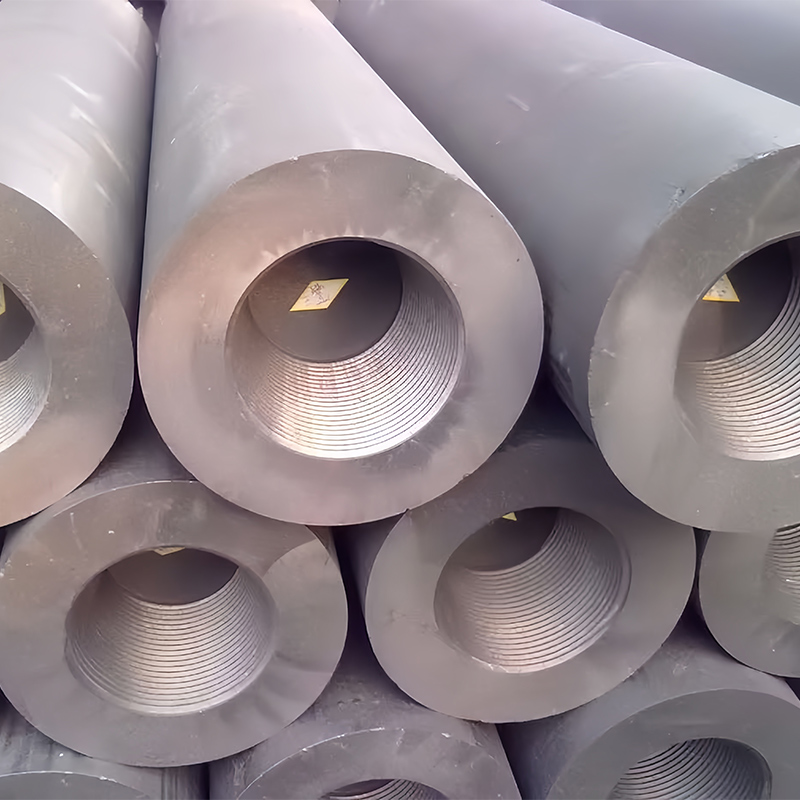
400 мм Ухп (ультра югары көч) графит элеккеге электр энергиясе белән шөгыльләнгән операцияләр өчен махсус инженер, хәзерге урыннан сугу (Саф) зирәк урлауда һәм ферроаль җитештерүдә кулланыла. Премиум нефтьле энә сөяген кулланып җитештерелгән, электрод ультра-югары басым, озын этапта пешерү, һәм температурада күп этаплы пешерү, графитизациягә дучар ителә. Төгәлләшү Саклау үлчәмле төгәллек һәм оптималь җепне тәэмин итә, югары ARC тотрыклылыгын һәм минималь контакт каршылыгын гарантияли.
Ультра-югары агым тыгызлыгы белән бәйле рәвештә эшләнгән, 400 мм Ухп Электроде искиткеч электр үткәрүчәнлеген, югары җылылык шокына каршы тору, не механик көчне китерә. Аның түбән куллану дәрәҗәсе һәм эзлекле эш башкару аны энергия-эффектив, югары сыйдырышлы корыч җитештерү корылмалары өчен алыштыргысыз итә.
Төп техник спецификацияләр (400 мм Ухп электрод)
| Параметр | Берәмлек | Электрод | Күкрәк |
| Резотлык | μω · м | 4.8 ~ 5.8 | 3.4 ~ 4.0 |
| Игелекле көч | Mpa | ≥ 12.0 | ≥ 22.0 |
| Эластик Модулус | GPA | ≤ 13.0 | ≤ 18.0 |
| Күпчелек тыгызлык | g / cm³ | 1.68 ~ 1.73 | 1.78 ~ 1.84 |
| Термаль киңәйтү коэффициенты | 10⁻⁶ / ° C. | ≤ 1.2 | ≤ 1.0 |
| Эш эчтәлеге | % | ≤ 0.2 | ≤ 0.2 |
| Рөхсәтле ток | A | - | 25000 ~ 40000 |
| Хәзерге тыгызлык | A / cm² | - | 16 ~ 24 |
| Чын диаметр | мм | Макс: 409 мин: 403 | - |
| Фактик озынлык (көйләнә торган) | мм | 1800 - 2400 | - |
| Озын толерантлык | мм | ± 100 | - |
| Кыска хаким озынлыгы | мм | -275 | - |
Эшчәнлек өстенлекләре
● Ультра-югары электр үткәрүчәнлеге тиз һәм эффектив җылылыкны күчерү, эреп алу вакытында энергия куллануын киметү.
The Термаль шокына каршы торыгыз, акрингны киметү һәм еш температураның үзгәрүләре астында киңәйтү.
The Эш белән идарә итү һәм мич эшләгәндә көчәйтелгән ныклык белән югары механик көч бирә.
● аз пычраклык дәрәҗәләре, минималь көл, күкерт, күкерт, күкрәге чисталыкны яхшырту һәм шлак формалашуын яхшырту өчен үзгәрүчән матдәләр.
● crcәр сүзнең төгәллеген төгәл, AARC тотрыклылыгы өчен тыгыз, түбән каршылык электрекс элемтәләрен тәэмин итегез.
Заявка сценарийлары
●Электр дарк мижасы (Eaf) корычландыру:Югары сыйдырышлы кисәкләр һәм туры тимер (DRI) эретү, максималь җитештерүчәнлек өчен тиз эретү һәм тотрыклы циклларны хуплау өчен оптимальләштерелгән.
●Лэдле мич (LF) икенчел эшкәртү:Төгәл температура контролен тәэмин итә һәм эретелгән һәм басып торган корыч җитештерү өчен икенчел металлургия процессларында реоксификация киметә.
●Су астында булган ARC миче (Саф) Верроаллой җитештерү:Highгары җылылык йөкләре астында ярлы ярлы югары таләпне исе, кремрохром, кремрохром, кремний марганец һәм кальций карбайты кебек яраклы.
●Кара металл истәлекле:Бакыр, алюминий, титаний һәм башка махсус эретү процессы өчен идеаль бизәкле контроль һәм чисталык критик.
Manufactитештерү һәм сыйфат белән идарә итү
PremFur нефть энә энә кашын кулланып, Sulfur Exle Coqu ярдәмендә ≤ 0.03%, тотрыклы һәм югары сыйфатлы графит матрицаны тәэмин итү.
● югары басым изостатик басу һәм этапуталь тыгызлык һәм үлчәмле тотрыклылык өчен 900 ° C кадәр пешерү.
● Ультра-югары температура (> 2800 ° C) кристалл структурасын көчәйтә, нәтиҗәдә электрик һәм җылылык үзенчәлекләре.
● төгәллекнең cnc җепләрен эшкәртү (3tpi / 4tpi / m72) камил электрод-диңгенә туры килә һәм минималь контакт каршылыгы гарантияләнә.
● c1234, IEC 60239, ГБ 60239, GB / T стандартлары, шул исәптән US / T стандартлары, шул исәптән US / T стандартлары, электрификция, электрның юнәлеше, һәм механик көче тестлары.
Соңгы кулланучы өстенлекләре
● Тәмам, түбән порокинит структурасы электрод куллану һәм оператив чыгымнарны сизелерлек киметә.
● Эзләү циклларын эретү цикллары, җитештерелгән корыч энергия куллануын киметү.
● Түбән пычрак дәрәҗәдәге дәрәҗәләр азрак кермәгән һәм яхшырган эретелгән сыйфатлы чистарткыч эретелгән корычларга үз өлешен кертә.
● Highгары җылылык һәм механик тотрыклылык электрның тормышын, мич эшеннән азат итүне киметә һәм хезмәт күрсәтү ешлыгын киметә.
Йомгаклау
400 мм Ухп графиты электроды Ультра югары энергия графиты технологиясен күрсәтә, иң катлаулы металлургия мохите өчен интегә. Аның гадәттән тыш электр, җылылык, һәм механик үзенчәлекләр оптималь эштән азат итү, куллануны киметү һәм көчәйтелгән корыч сыйфатын тәэмин итә, алдынгы корыч һәм ферроаль җитештерү заводларында критик.
Безнең белән элемтәгә керегез
Бәйләнешле популяр продуктлар

Углерод электродлары: профессиональ гомуми күзәтү һәм кушымталар
Углерод электрод, бу каршылык ARC мәрхәмәте өчен яраклы продукт. Ул кремний тимер һ.б. чыгаруга яраклы, ул металл исле эретү өчен энергияне саклаучы продукт. Углерод электродларын сайлау сезгә күбрәк икътисади файда китерә ала.

550 мм югары энергия графигы (HP) - югары йөкле кушымталар өчен махсус инженер
550 мм югары энергияле графит электрод - күпчелек, стандарт су сузылган ARC михерләре (Саф) өчен яраклы стандарт булмаган продукт. Ул гаҗәеп җылылык тотрыклылыгы, электр эшчәнлеге, механик көче, гөмбә бизәкле шартларда киң кулланылган шартларда киң кулланылган.

450 мм РП графит электрод - зур электр аркасы мичләре өчен оптимальләштерелгән үткәрүчәнлек һәм чыгымлы эш нәтиҗәсе.
450 мм РП графиты электрод зур электр сугу өчен, югары үткәрү, яхшы оксидлашу каршылыгы, җылылык тотрыклылыгы өчен инкетовер. Алга киткән җитештерү түбән резотлылык һәм көчле механик көчне тәэмин итә һәм җитештерү нәтиҗәлелеген күтәрү - бәясе - эффектив корыч өчен идеаль сайлау.

RP графит электродлары
RP графит электродлары кечкенә вакытта урта электр сугу белән киң кулланыла, крейний, фосфор җитештерү өчен киң кулланыла. Алар уртача агым тыгызлыгы өчен яраклы, искиткеч электр үткәрүчәнлек һәм җылылык тотрыклылыгы - традицион металлургия процессларында мөһим илле.

Графит таяклары - югары температура һәм электрод кушымталары өчен инженер
Графит таяклары электр Арк миендә киң кулланыла, eaf marking. Искиткеч электр үткәргеч, җылылык каршылыгы, химик тотрыклылык белән, алар югары температура чыдамлыгын һәм төгәллек итүчене таләп иткән алдынгы сәнәгать кушымталары өчен идеаль материаллар.

650 мм / 700 мм RP-класс графит электродлары
Зур масштаблы EAF белән идарә итү, Джордны чистарту һәм ферродой җитештерү өчен бик яхшы. Supгары күзәтеллекне, җылылык тотрыклылыгын, һәм биек җылылык шокы һәм авыр йөк астында механик көч саклый.

HP графит электродлары
HP графит электродлары электр даркында эре даркта киң кулланыла, металлургия процессларында, металлургия процесслары, югары температура электролиясе. Аларның искиткеч эшлеклесе һәм җылылык каршылыгы эффективлыкны һәм продуктның сыйфатын сизелерлек яхшырта, хәзерге металлургиядә мөһим итә.

600 мм Ухп графит электрод
600 мм Ухп графиты электрод электр дрок мичләрендә (EAF) һәм югары температура һәм югары йөкле операцияләр өчен яраклы электр атарда киң кулланыла. Яхшы электр үткәрүчәнлеге, термаль шок каршылыгы, аз куллану, дрид, төсле металллар эретү, алдынгы металлургия кушымталары өчен өстенлекле сайлау өчен идеаль.
500мм югары көч (HP) графит электрод - Техник спецификацияләр һәм кушымта буенча
500 мм HP графит электроды 300 тоннадан артык юллар өчен яхшы. Ул чиктән тыш эссе һәм югары үткәргеч каршылыклары, көчле оксидлашу каршылыгы, көчле оксидлашу каршылыгы, һәм түбән җылылык киңәюе - куллану һәм корыч эффективлыкны арттыру.
650 мм / 700 мм Ухп графит электрод
650 мм һәм 700 мм Ухп графиты графиты электродлары бик зур масштаблы EAF һәм LF операцияләре өчен бик кирәк, эффектив кисәкләр эретү һәм төгәл корыч эшкәртү. Аларның өстен электр эшчәнлеге, җылылык каршылыгы, механик көче сәнәгать шартларында ышанычлы күрсәткечләрне тәэмин итә, аларны заманча металлургиядә җитештерүне яхшырту өчен, аларны чыгару һәм корыч сыйфатын камилләштерү өчен.

550 мм рп графит электрод - зур сыйдырышлы электр энергиясе мичләре өчен югары җитештерүчән чишелеш
Зур сыйдырышлы электр мич өчен идеаль (EAF), лэль мичләре (лф), һәм су астында су астында су астында мич (Саф). Equalгары эзләү корыч заводларында киң кулланылган, аеруча электрод куллануны киметү һәм процесс тотрыклылыгын яхшырту максатыннан.

300 мм Ухп графит электрод - югары җитештерүле EAF системалары өчен Premium Urterгары Көч графиты
Highгары Судара электр сугу өчен яраклы, мичне эшкәртү, ферроэлой мичләре, 300 мм

450 мм югары көч (HP) графит Электроды - Сары Фосфор һәм басып торган корыч исе өчен оптимальләштерелгән
450 мм HP графит электрод сары фосфор һәм басып торган корыч исле, югары уку йортын, җылылык шок каршылыгын, югарыда операцияләрдә оргидация ныклыгын китереп оптимальләштерелгән.

Графит электрод күкрәкләре
Графит Электроде күкрәкләре - электр дарк функцияләрен (EAF), лэль мичләре (LF), һәм су астында су астында су астында.

300 мм HP графит электрод - Арк мичләре өчен югары көч чишелеше
300 мм HP графиты электрод электр-мич, мич, һәм ферводагы ферроаль җитештерү өчен электр аркасы мичләре, мич һәм су астында су астында калган ARC мичләре өчен эшләнгән. Ул югары температура һәм югары эш шартларында ышанычлы чыгыш ясый, тотрыклы үткәрүчәнлек, түбән җылылык киңәюе, металлургия мохитен таләп итү өчен идеаль.

500 мм Ухп графит электрод
500 мм ультра Группасы (UHP) графит Электрод - электр сугу мишәрендә киң кулланыла, һәм югары температуралы металлургия. Аның искиткеч электр үткәрүчәнлеге һәм җылылык шокы каршылыгы эффектив эретү һәм икенчел эшкәртү, җитештерү нәтиҗәлелеген һәм корыч сыйфатын яхшырту.