











פּראָדוקטן
















{kind=link}
350 מם UHP גראַפיטע ילעקטראָוד - פּרעמיע הינטער הויך מאַכט לייזונג פֿאַר עאַף סטילמאַקינג
די 350 מם UHP גראַפיט עלעקטראָאָדע איז ידעאַל פֿאַר גרויס-קאַפּאַלמאַקינג, אַלאַוז שנעל מעלטינג פון ברעקל און דרי מיט סטאַביל קראַנט און נידעריק קאַנסאַמשאַן. עס איז אויך פּאַסיק פֿאַר לאַווערינג און הויך-טעמפּעראַטור פערראָאַללוי און ניט-פעראַס מעטאַל סמעלטינג, פֿאַרבעסערן פּראָודאַקטיוויטי און שטאָל ריינקייַט.
באַשרייַבונג
מאַרקער
פּראָדוקט איבערבליק
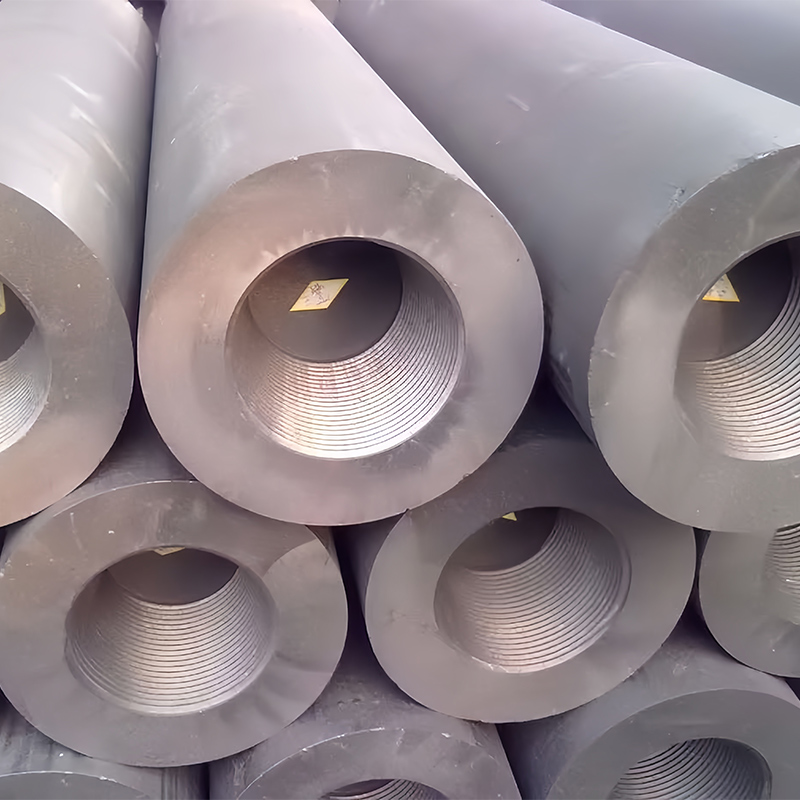
די 350 מם הינטער הויך מאַכט (UHP) גראַפייט איז דיזיינד פֿאַר עקסטרעם עלעקטריקאַל און טערמאַל טנאָים אין עלעקטריק קרייַזבויגן אויטאָמאַטיש (ע.ס. לפס) מאַניאַפאַקטשערד פון 100% פּרעמיע נאַפט-באזירט נאָדל קאָקס און הינטער-נידעריק שוועבל קוילן פּעך, די ילעקטראָאָדאַז אַנדערגאָו הויך-דרוק פאָרמירונג (די עלעקטראָדאַטיק גראַפיושאַן אָדער יסאָסטאַטיק דרינגלעך).
פּרעסיסיאָן קנק מאַינינג ינשורז פּינטלעך פאָדעס, אָפּטימאַל אָפּל, און נידעריק, און העכער קאַנדאַקטיוואַטי פון די קרייַזבויגן, און מינימאַל זאַמלונג, און מינימאַל קאַנדאַקשאַן.
טעכניש ספּעסאַפאַקיישאַנז - 350 מם UHP ילעקטראָוד
| פּאַראַמעטער | אַפּאַראַט | ילאַלייטאַד | אָפּל |
| רעסיסטיוויטי | μω · עם | 4.8 ~ 5.8 | 3.4 ~ 4.0 |
| בענדינג שטאַרקייט | מפּאַ | ≥ 12.0 | ≥ 22.0 |
| גומע מאָדולוס | גפּאַ | ≤ 13.0 | ≤ 18.0 |
| פאַרנעם געדיכטקייַט | ג / קמ ³ | 1.68 ~ 1.73 | 1.78 ~ 1.84 |
| טערמאַל יקספּאַנשאַן קאָואַפישאַנט | 10⁻⁶ / ° C | ≤ 1.2 | ≤ 1.0 |
| אַש אינהאַלט | % | ≤ 0.2 | ≤ 0.2 |
| אַלאַואַבאַל קראַנט | A | - | 20000 ~ 30000 |
| קראַנט געדיכטקייַט | A / cm² | - | 20 ~ 30 |
| פאַקטיש דיאַמעטער | מם | מאַקס: 358 מין: 352 | - |
| פאַקטיש לענג (קוסטאָמיזאַבלע) | מם | 1600 - 2400 | - |
| לענג טאָלעראַנץ | מם | ± 100 | - |
| קורץ ווירע לענג | מם | -275 | - |
האַרץ פאָרשטעלונג אַדוואַנטידזשיז
●הינטער-הויך עלעקטריקאַל קאַנדאַקטיוואַטי
שטיצט גיך קרייַזבויגן האַסכאָלע און סטאַביל קראַנט לויפן אין הויך-קאַפּאַציטעט פערנאַסאַז.
●ויסגעצייכנט טערמאַל קלאַפּ קעגנשטעל
נידעריק טערמאַל יקספּאַנשאַן מינאַמייז קראַקינג בעשאַס גיך טעמפּעראַטור ענדערונגען.
●געזונט מעטשאַניקאַל שטאַרקייט
וויטסטאַנד מעטשאַניקאַל סטרעסאַז בעשאַס אָפּעראַציע, טשאַרדזשינג און קלאַמערן.
●נידעריק טומע צופרידן
רידוסט אַש, שוועבל, און וואַלאַטיזיילז דיק פאָרמירונג און פֿאַרבעסערן שטאָל ריינקייַט.
●פּרעסיסיאָן-מאַשינד ניפּאַלז
CNC-Mokind פֿעדעם ענשור אַ ענג ילעקטראָוד די אָפּל פּאַסיק, לאָוערינג שלאָס קעגנשטעל און פֿאַרבעסערן קאַנדאַקטיוואַטי.
אַפּלאַקיישאַן סינעריאָוז
●ערשטיק עאַף סטילמייקינג
ידעאַל פֿאַר מעלטינג ברעקל און דרי אין גרויס קאַפּאַציטעט ע.ס, פאָרשלאָגן געשווינד מעלטינג סייקאַלז און הויך ענערגיע עפעקטיווקייַט.
●לאַדלע אויוון (LF) צווייטיק ראַפיינינג
טעמפּעראַטור קאָנסיצאַמענט פון די קאָנסיסטענסי און לימאַץ בעשאַס צומיש און דעסולפוריזאַטיאָן.
●פערראָאַלוי פּראָדוקציע אין סאַקס
ענדיורז קעסיידערדיק הויך-טעמפּעראַטור אַפּעריישאַנז אין סיליציום-מאַנגאַנעס, פעראָוטשאָום און קאַלסיום קאַרבידע סמעלטינג.
●הויך-ריינקייַט ניט-פערראַס מעטאַלערדזשי
געניצט אין מעלטינג אַלומינום, קופּער און טיטאַניום אַלויז ווו נידעריק קאַנטאַמאַניישאַן איז קריטיש.
מאַנופאַקטורינג & קוואַליטעט פארזיכערונג
● רוי מאַטעריאַלס:פּרעמיע נאָדל קאָקע מיט שוועבל ≤ 0.03%, נידעריק אַש און וואַלאַטיילז.
● פאָרמינג & באַקינג:יסאָסטאַטיק / יקסטרוזשאַן פאָרמינג, נאכגעגאנגען דורך מאַלטי-בינע באַקינג אַרויף צו 900 ° C פֿאַר דימענשאַנאַל פעסטקייַט.
● גראַפיטאַזיישאַן:פּראַסעסט ביי 2800 ° C פֿאַר מאַקסימום קריסטאַליין אַליינמאַנט און קאַנדאַקטיוואַטי.
● קנק פּרעסיסיאָן מאַשינינג:ילעקטראָודז און ניפּאַלז מאַשינד צו ענג טאָלעראַנץ צו גלאַט דזשוינטינג.
● טעסטינג סטאַנדאַרדס:געהאָרכיק מיט ASTM C1234, IEC 60239, GB / T 20067, און אונטערטעניק צו אַלטראַסאַונד, קעגנשטעל, קעגנשטעל און שטאַרקייט טעסטינג.
סאַב-באַניצער בענעפיץ
● רידוסט עלעקטראָדע קאַנסאַמשאַן קורס (עק)
הויך געדיכטקייַט און נידעריק פּאָראָסיטי רעזולטאַט אין ווייניקער טראָגן און ווייניקערע ריפּלייסמאַנץ.
● ימפּרוווד ענערגיע עפעקטיווקייַט
די נידעריקער קסעמאַטיוויטי ינייבאַלז פאַסטער מעלטינג און רידוסט ענערגיע (קווה / ה) נוצן.
●העכער שטאָל ריינקייַט
נידעריק ימפּיוראַטיז ענשור מינימאַל סלאַג און ווייניקערע ניט-מעטאַלליק ינקלוזשאַנז.
●עקסטענדעד דינסט לעבן
מער אַפּערייטינג סייקאַלז און רידוסט דאַונטיים דורך מעטשאַניקאַל געווער.
ויסלאָז
די 350 מם UHP גראַפיטע עלעקטראָדע אָפפערס אַן אָפּטימאַל וואָג פון עלעקטריקאַל פאָרשטעלונג, מעטשאַניקאַל אָרנטלעכקייַט און טערמאַל ריזיליאַנס. ענדזשאַנירד פֿאַר עפעקטיווקייַט און רילייאַבילאַטי, עס ראַדוסאַז אַפּעריישאַנאַל קאָס, ימפּרוווז שטאָל קוואַליטעט, און מאַקסאַמייזער-אַרויף די בילכער ברירה פֿאַר מאָדערן עאַף און לף און לף פּראָדוקציע פאַסילאַטיז.
קאָנטאַקט אונדז
פֿאַרבונדענע פאָלקס פּראָדוקטן

גראַפייט ראַדז - ענדזשאַנירד פֿאַר הויך טעמפּעראַטור און ילעקטראָוד אַפּלאַקיישאַנז
גראַפייט ראַדז זענען וויידלי געווענדט אין עלעקטריק קרייַזבויגן אויוון (עאַף) סטילמאַקינג, עדם מאַשינינג, די נוצן פון די קעגנשטעל מאַטש, עלעקטראָליטיק און פּלייטינג, און ציטל ייבערפלאַך, און פּליט, און ציטל פון הידראָגען ענערגיע און קעגנשטעל, הויך-טעמפּעראַטור וועלוטיווע און קעגנשטעל פון די הידראָגען ענערגיע און קעגנשטעל, הויך-טעמפּעראַטור וועלוטיווע, און פּלייטינג די מעטאַלס, און פּליטאַן ענערגיע סיסטעמען. טערמאַל קעגנשטעל און כעמיש סטאַביל קאַנדישאַקטיוויאַקטיאָנס מיט ויסגעצייכנט עלעקטריקאַל קאַנדאַקטיוואַטי, און כעמיש פעסטקייַט, זיי זענען ידעאַל מאַטעריאַלס פֿאַר אַוואַנסירטע ינדאַסטריאַל אַפּלאַקיישאַנז ריקווייערז הויך-טעמפּעראַטור ענדעראַנס און פּינטלעכקייַט קאַנדאַקטיוואַטי.

550 מם UHP גראַפיטע עלעקטראָדע
די 550 מם וואַף גראַפין ילעקטראָוד, באַוווסט פֿאַר זייַן ויסגעצייכנט קאַנדאַקטיוואַטי און טערמאַל פעסטקייַט, איז וויידלי געווענדט אין עלעקטריק קרייַזבויגן ארץ אויטאָמאַטיש (עאַף) און קאָף). עס שטיצט עפעקטיוו, סטאַביל מעלטינג און ראַפינירן פון שטאָל און ניט-פעראַס מעטאַלס, באטייטיק ימפּרוווינג מעלטינג גיכקייַט און ענערגיע עפעקטיווקייַט בשעת ינשורינג מעטאַל ריינקייַט און פּראָדוקט קוואַליטעט. עס איז אַ האַרץ קאַנסאַבאַל אין מאָדערן מעטאַללורגיקאַל פּראָדוקציע, זיצונג די שטרענג פאדערונגען פון גרויס-וואָג שטאָל און ניט-פעראַס מעטאַל געוויקסן.

450 מם רפּ גראַפיטע ילעקטראָוד - אָפּטימיזעד קאַנדאַקטיוואַטי און שפּאָרעוודיק פאָרשטעלונג פֿאַר גרויס עלעקטריק קרייַזבויגן אויוון
די 450 מם רפּ גראַפיטע ילעקטראָוד איז ענדזשאַנירד פֿאַר גרויס עלעקטריש קרייַזבויגן ארגעזקייַט, און אָפפערס אַ הויך קאַנדאַקטיוואַטי, ויסגעצייכנט אַקסאַדיישאַן קעגנשטעל. אַוואַנסירטע מאַנופאַקטורינג ינשורז נידעריק רעסיסטיוויטי און שטאַרק מעטשאַניקאַל שטאַרקייט, רידוסינג ילעקטראָוד קאַנסאַמשאַן פּער טאָן און בוסטינג פּראָדוקציע עפעקטיווקייַט - אַן אידעאל ברירה פֿאַר קאָסטן-עפעקטיוו סטילמאַקינג.

האַלב-גראַפיטייזד פּעטראָלעום קאָקס (SGPC)
SGPC איז וויידלי געניצט אין עאַף סטילמאַקינג, דער אינעריז, און ילעקטראָוד פּראָדוקציע ווי אַ קאָסטן-עפעקטיוו קאַרבערזער, פֿאַרבעסערן צעלאָזן קוואַליטעט און פּאַסן RP ילעקטראָדע מאַנופאַקטורינג און נידעריק קאַנדאַקטיוואַטי פּראָגראַמען.

500 מם רפּ גראַפיטע ילעקטראָוד - אַוואַנסירטע פאָרשטעלונג פֿאַר גרויס-וואָג עלעקטריק קרייַזבויגן אויוון
די 500 מם רפּ גראַפיטע ילעקטראָוד איז דיזיינד פֿאַר גרויס קאַפּאַציטעט ע.ס, קרבן העכער קאַנדאַקטיוואַטי, מעטשאַניקאַל שטאַרקייט און טערמאַל פעסטקייַט. אַוואַנסירטע מאַנופאַקטורינג ינשורז נידעריק רעסיסטיוויטי און הויך טערמאַל קעגנשטעל, רידוסינג ילעקטראָוד קאַנסאַמשאַן און בוסטינג סטילמייקינג עפעקטיווקייַט-אַ פּרייַז-עפעקטיוו לייזונג.

450 מם UHP גראַפיטעד טעכניש אָווערוויעוו
די 450 מם הינטער הויך מאַכט (UHP) גראַפייט עלעקטראָדע איז אַ קריטיש קאַנסאַבאַל וויידלי געניצט אין עלעקטריק קרייַזבויגן אויוון (עאַף) סטילמאַקינג, קאָנגלע ראַפינינג און ניט-פערראַס מעטאַלערדזשי. עס דיליווערז ויסגעצייכנט עלעקטריקאַל קאַנדאַקטיוואַטי, טערמאַל קלאַפּ קעגנשטעל, און מעטשאַניקאַל שטאַרקייט צו אָפּטימירן אויוון פאָרשטעלונג און שטאָל קוואַליטעט.

גראַפייט ברעקל פּראָדוקט ספּעסאַפאַקיישאַנז - הויך-ריינקייַט טשאַד מאַטעריאַל פֿאַר גראַפייט ילעקטראָודז
אַלטערנקייַט גרייפּ איז וויידלי געניצט אין עלעקטריק קרייַזבויגן אויוון און קאָלע ויוון און אויפגעטיגן עלעקטראָדע ילעקטראָוד, ענכאַנסינג ילעקטראָוד די קאַנדאַקטיוואַטי און סאַסטיינאַבאַל ריסייקלינג.

מנהג גראַוויטע ספּעציעלע-שייפּט פּאַרץ פּינטלעכקייַט מאַנדיד גראַפייט קאַמפּאָונאַנץ
גראַפטיוויטי, ספּעציעל-שייפּט פּאַרץ זענען וויטאַל אין מעטאַלערדזשי, קאַסטינג, סעמיקאַנדוכיק, פּוו, און הויך-טעמפּ ראָריטאַביליטי, און כעמיש קעגנשטעל.

400 מם UHP גראַפיטע ילעקטראָוד - אַוואַנסירטע הינטער הויך מאַכט לייזונג פֿאַר מעטאַלערדזשיקאַל פערנאַסאַז
די 400 מם UHP גראַפיטע עלעקטראָדע ילעקווענדיש איז ענדזשאַנירד פֿאַר שווער-פליכט עלעקטריק קרייַזבוין ארץ אויטאָמאַטיש (עאַף), כאַלאָדס (LF), און סאַבמערדזשד קרייַזבויגן ארץ (SUCOME). עס אָפפערס העכער קאַנדאַקטיוואַטי און טערמאַל קלאַפּ קעגנשטעל, ענייבאַלינג גיך מעלטינג, רידוסט עלעקטראָדע קאַנסאַמשאַן און ימפּרוווד שטאָל קוואַליטעט אין אַוואַנסירטע שטאָל און צומיש פּראָדוקציע.

גראַפייט עלעקטראָדע ניפּאַלז
גראַפייט ילעקטראָוד ניפּאַלז זענען קריטיש קאַמפּאָונאַנץ געניצט צו פאַרבינדן די סעקשאַנז פון ילעקטראָוד שפאלטן, וויידלי געווענדט אין הויך טעמפּעראַטור ינדוסטריאַל עקוויפּמענט אַזאַ ווי עלעקטריש ינדוסטריאַל עקוויפּמענט אַזאַ ווי עלעקטריש אַרקאַדע עקוויפּמענט אַזאַ ווי עלעקטריש אַרקאַדע עקוויפּמענט, אַזאַ ווי עלעקטריש אַרקאַדע אויפּוסטרירן (LF), און סאַבמערדזשד קרייַזבויגן אויטאָמאַטיש (LF).

550 מם הויך מאַכט גראַפייץ עלעקטראָדע (הפּ) - מנהג-ענדזשאַנירד פֿאַר הויך-מאַסע אַפּלאַקיישאַנז
די 550 מם הויך-מאַכט גראַפיט עלעקטראָדע איז אַ מנהג, ניט-נאָרמאַל פּראָדוקט טיילערד פֿאַר גרויס קאַפּאַציטעט סאַבמערדזשד קרייַזבויגן ארץ אויטאָמאַטיש (סאַף). עס אָפפערס יקסעפּשאַנאַל טערמאַל פעסטקייַט, עלעקטריקאַל קאַנדאַקטיוואַטי און מאַקאַניקאַל שטאַרקייט, וויידלי געניצט אין עקסטרעם סמעלטינג טנאָים אַזאַ ווי מאַנגגאַניזיישאַן פון מאַנגגאַניז אַזאַ ווי מאַנגגאַניז אַזאַ ווי מאַנגגאַניז.

500 מם אָהפּ גראַפיטאַל עלעקטראָדע
די 500 מם הינטער הויך מאַכט (UHP) גראַפיטע ילעקטראָוד איז אַ שליסל קאַנסומאַבאַל וויידלי געניצט אין עלעקטריק קרייַזבויגן אויוון (עאַף) סטעעלמאַקינג און הויך טעמפּעראַטור מעטאַלערדזשי. זייַן ויסגעצייכנט עלעקטריקאַל קאַנדאַקטיוואַטי און טערמאַל קלאַפּ קעגנשטעל געבן עפעקטיוו עפעקטיוו און צווייטיק מעלטינג און צווייטיק ריליינינג און ימפּרוווינג פּראָדוקציע עפעקטיווקייַט און שטאָל קוואַליטעט.

600 מם UHP גראַפיטע עלעקטראָדע
די 600 מם UHP גראַפיטע ילעקטראָוד איז וויידלי געניצט אין עלעקטריק קרייַזבויגן אויפֿעס (עאַף) און קאָף) און כאַלאָדס (LF), פּאַסיק פֿאַר הויך-טעמפּעראַטור און הויך-טערמין אַפּעריישאַנז. With excellent electrical conductivity, thermal shock resistance, and low consumption, it is ideal for melting scrap, DRI, and non-ferrous metals, making it a preferred choice for advanced metallurgical applications.
500 מם הויך מאַכט (הפּ) גראַפיט עלעקטראָדע - טעכניש ספּעסאַפאַקיישאַנז און אַפּלאַקיישאַן איבערבליק
די 500 מם הפּ גראַפיטע ילעקטראָוד איז טיילערד פֿאַר עאַפס איבער 300 טאָנס. עס ינשורז סטאַביל פאָרשטעלונג אונטער עקסטרעם היץ און מאַסע מיט הויך קאַנדאַקטיוואַטי, שטאַרק אַקסאַדיישאַן קעגנשטעל, און נידעריק טערמאַל יקספּאַנשאַן רידוסינג קאַנסאַמשאַן און ענכאַנסינג סטילמאַקינג עפעקטיווקייַט.

גראַפייט פּלאַטעס - מנהג דימענשאַנז | הויך-ריינקייַט פּעטראָולום קאָקס-באזירט מאַטעריאַל
ידעאַל פֿאַר נוצן אין מעטאַלערדזשיקאַל פערנאַסאַז, וואַקוום סיסטעמען, כעמישער עקוויפּמענט און פּינטלעכקייַט גרייט מאַשינינג. כעמיש סטימיאַללי סטייטאַל אַפּלאַקיישאַנז מיט הויך טעמפּעראַטור, כעמיש, און ענדזשאַנירד פֿאַר פאדערן ינדאַסטריאַל אַפּלאַקיישאַנז.

350 מם רעגולער מאַכט (רפּ) גראַפייט ילעקטראָוד - ענכאַנסט עפעקטיווקייַט פֿאַר מיטל -פילן עלעקטריק קרייַזבויגן אויוון
די 350 מם רפּ גראַפייץ עלעקטראָדע אָפפערס אַ שטאַרק וואָג פון קאַנדאַקטיוואַטי, טערמאַל פעסטקייַט און קאָס-עפעקטיווקייַט. דיזיינד פֿאַר-קאַפּאַציטעט עאַס, עס פּערפאָרמז רילייאַבאַבלי אין קעסיידערדיק סטילמאַקינג און פערראָולוי פּראָדוקציע. א קלוג ברירה פֿאַר רידוסינג ענערגיע נוצן און פֿאַרבעסערן אַפּעריישאַנאַל פעסטקייַט.