
- English
- Chinese
- French
- German
- Portuguese
- Spanish
- Russian
- Japanese
- Korean
- Arabic
- Irish
- Greek
- Turkish
- Italian
- Danish
- Romanian
- Indonesian
- Czech
- Afrikaans
- Swedish
- Polish
- Basque
- Catalan
- Esperanto
- Hindi
- Lao
- Albanian
- Amharic
- Armenian
- Azerbaijani
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Cebuano
- Chichewa
- Corsican
- Croatian
- Dutch
- Estonian
- Filipino
- Finnish
- Frisian
- Galician
- Georgian
- Gujarati
- Haitian
- Hausa
- Hawaiian
- Hebrew
- Hmong
- Hungarian
- Icelandic
- Igbo
- Javanese
- Kannada
- Kazakh
- Khmer
- Kurdish
- Kyrgyz
- Latin
- Latvian
- Lithuanian
- Luxembou..
- Macedonian
- Malagasy
- Malay
- Malayalam
- Maltese
- Maori
- Marathi
- Mongolian
- Burmese
- Nepali
- Norwegian
- Pashto
- Punjabi
- Serbian
- Sesotho
- Sinhala
- Slovak
- Slovenian
- Somali
- Samoan
- Scots Gaelic
- Shona
- Sindhi
- Sundanese
- Swahili
- Tajik
- Tamil
- Telugu
- Thai
- Ukrainian
- Urdu
- Uzbek
- Vietnamese
- Welsh
- Xhosa
- Yiddish
- Yoruba
- Zulu
- Kinyarwanda
- Tatar
- Oriya
- Turkmen
- Uyghur











محصولات










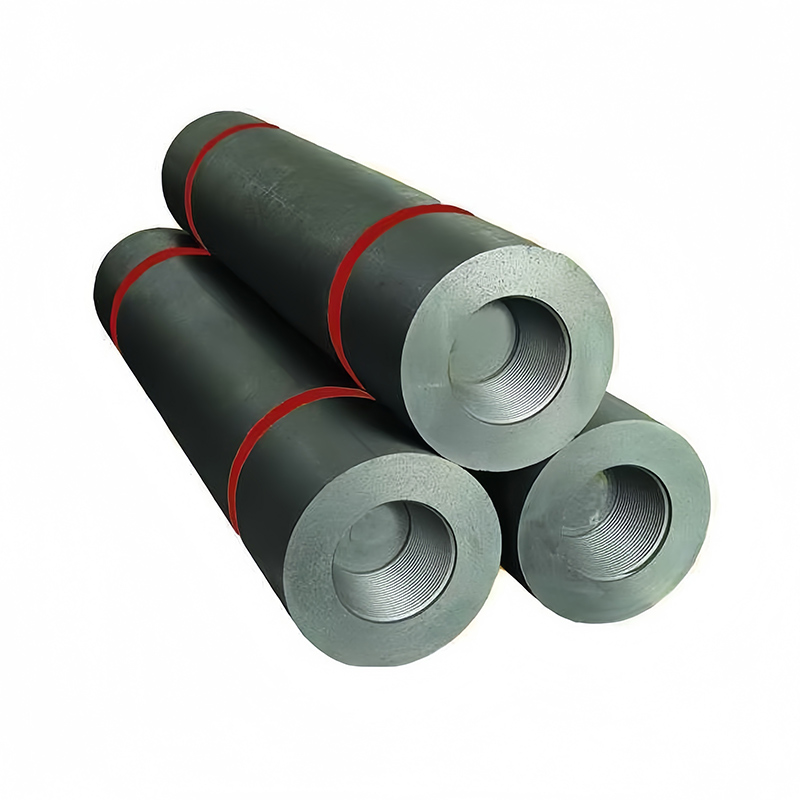
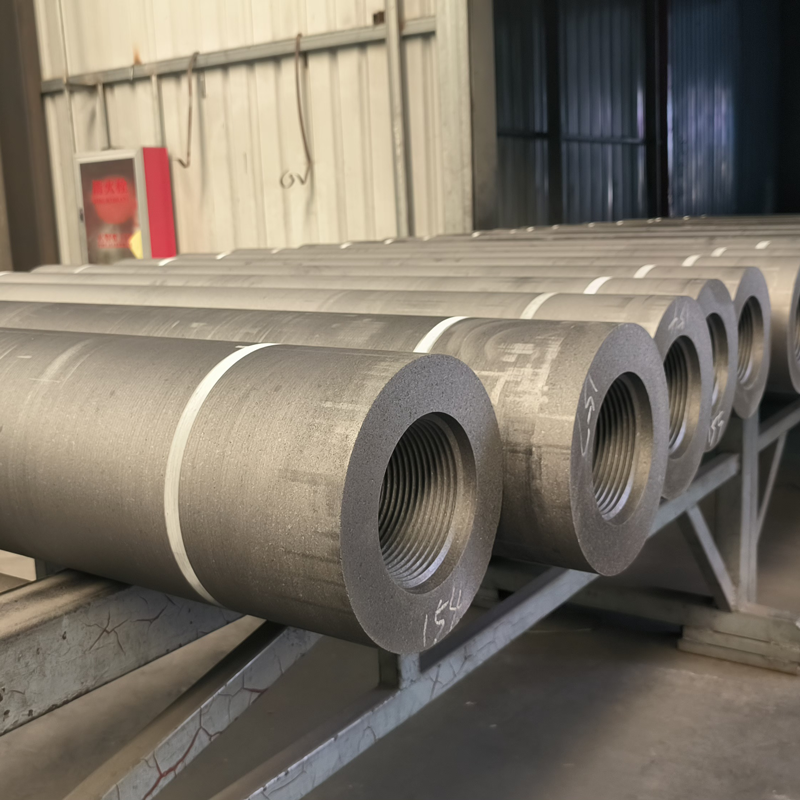
الکترود گرافیتی 300 میلیمتری UHP – راهحل گرافیت فوقالعاده پرقدرت برای سیستمهای EAF با کارایی بالا
الکترود گرافیتی 300 میلیمتری UHP که برای کورههای قوس الکتریکی با قدرت بالا، کورههای پالایش ملاقه و کورههای فروآلیاژی مناسب است، رسانایی الکتریکی و مقاومت حرارتی فوقالعادهای را ارائه میکند و آن را به یک راهحل الکترود ایدهآل برای ذوب با سرعت بالا و فولادسازی کممصرف تبدیل میکند.
توضیحات
نشانگر
بررسی اجمالی محصول
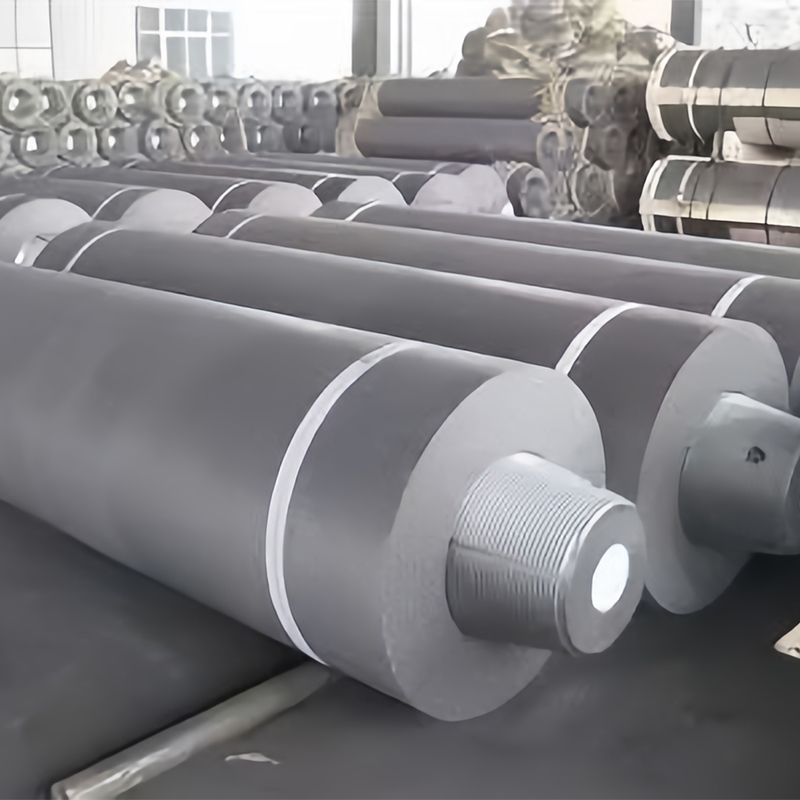
الکترود گرافیتی 300 میلی متری UHP (قدرت فوق العاده بالا) یک ماده رسانا با کارایی بالا است که به طور خاص برای فولادسازی کوره قوس الکتریکی (EAF)، پالایش ملاقه ای (LF) و تولید فروآلیاژ کوره قوس غوطه ور (SAF) تحت شرایط شدید جریان، حرارتی و مکانیکی طراحی شده است. این الکترودها که از کک سوزنی نفتی با عیار بالا و سطح قطران زغالسنگ با گوگرد بسیار کم مهندسی شدهاند، تحت شکلگیری فشار بالا، پخت چند مرحلهای، گرافیتسازی بیش از 2800 درجه سانتیگراد و ماشینکاری با دقت CNC برای ارائه رسانایی الکتریکی برتر، مصرف کم و دوام بینظیر قرار میگیرند.
الکترودهای گرافیتی UHP برای تولید فولاد مدرن و کمانرژی ضروری هستند - از ذوب سریعتر، مصرف کمتر کیلووات ساعت در تن و عمر طولانیتر در محیطهای با چگالی جریان فوقالعاده پشتیبانی میکنند.
مشخصات فنی کلیدی (300mm UHP)
| پارامتر | واحد | الکترود | نوک پستان |
| مقاومت | μΩ·m | 4.8 ~ 5.8 | 3.4 ~ 4.0 |
| مقاومت خمشی | MPa | ≥ 12.0 | ≥ 22.0 |
| مدول الاستیک | GPa | ≤ 13.0 | ≤ 18.0 |
| چگالی حجیم | g/cm³ | 1.68 ~ 1.73 | 1.78 ~ 1.84 |
| ضریب انبساط حرارتی | 10-6/°C | ≤ 1.2 | ≤ 1.0 |
| محتوای خاکستر | % | ≤ 0.2 | ≤ 0.2 |
| جریان مجاز | A | — | 15000 تا 22000 |
| چگالی جریان | A/cm² | — | 20 تا 30 |
| قطر واقعی | میلی متر | حداکثر: 307 دقیقه: 302 | — |
| طول واقعی (قابل تنظیم) | میلی متر | 1600-1800 | — |
| تحمل طول | میلی متر | ± 100 | — |
| طول خط کش کوتاه | میلی متر | -275 | — |
مزایای عملکرد
● رسانایی الکتریکی فوق العاده بالا
از گرمایش سریع قوس الکتریکی و چرخه های ذوب کارآمد با اتلاف انرژی کمتر پشتیبانی می کند.
● مقاومت در برابر شوک حرارتی برتر
ضریب انبساط حرارتی پایین ترک خوردگی را تحت نوسانات حرارتی سریع به حداقل می رساند.
● استحکام مکانیکی پیشرفته
مقاومت خمشی و فشاری فوق العاده، حداقل شکستگی را در هنگام استفاده و اتصال تضمین می کند.
● محتوای ناخالصی کم
خاکستر، گوگرد و مواد فرار بسیار کم به تولید فولاد مذاب تمیزتر و کاهش تشکیل سرباره کمک می کند.
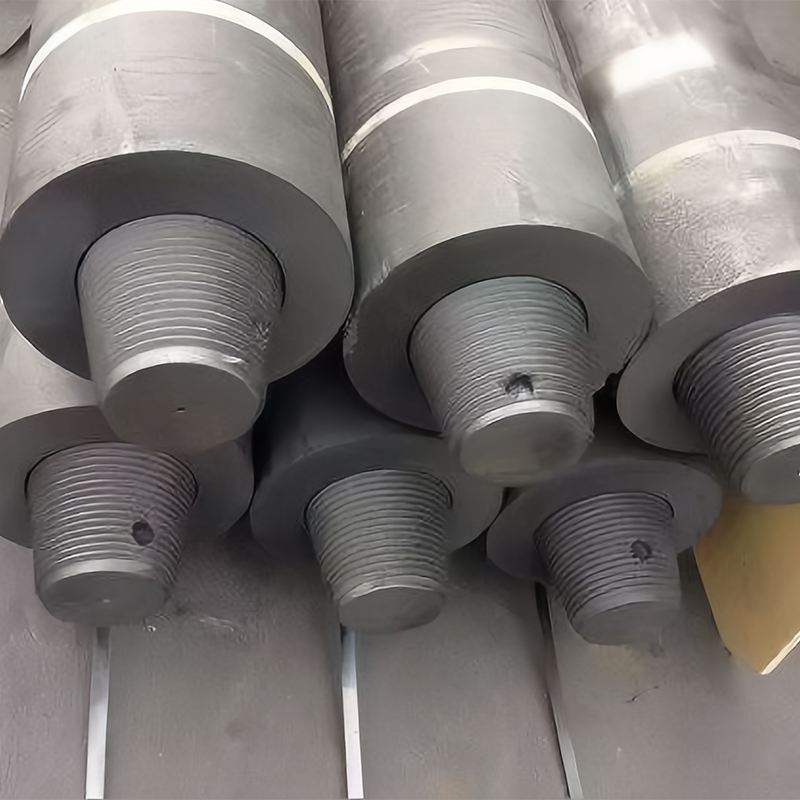
● رشته های مهندسی دقیق
رزوه های اتصالی با ماشینکاری CNC (3TPI/4TPI/M60) اتصال محکم و مقاومت کم اتصال را برای قوس های پایدار تضمین می کنند.
برنامه های کاربردی معمولی
● فولادسازی EAF اولیه
ایده آل برای ذوب ضایعات فولاد و DRI در کوره های پرقدرت که نیاز به حرارت ورودی سریع و پایدار دارند.
● پالایش کوره ملاقه ای (LF).
حفظ دقیق دما و انتقال ناخالصی کم در طول متالورژی ثانویه را تضمین می کند.
● تولید فروآلیاژ در SAF
ایده آل برای ذوب پیوسته بار بالا از فروآلیاژهایی مانند FeMn، FeCr و CaC2.
● ذوب غیر آهنی و آلیاژی خاص
مناسب برای ذوب با خلوص بالا مس، آلومینیوم و سایر آلیاژهای حساس.
تولید و کنترل کیفیت
● انتخاب مواد خام
کک سوزنی وارداتی (S ≤ 0.03٪، VM کم) برای یکپارچگی ماتریس کربن برتر.
● شکل دهی و پخت
پرس ایزواستاتیک و پخت مرحلهای تا دمای 900 درجه سانتیگراد برای چگالی و پایداری یکنواخت.
● گرافیت سازی
درمان 2800 درجه سانتی گراد برای کریستالی بالا، افزایش رسانایی و دوام.
● پرداخت CNC
چرخش دقیق نخ های بدنه و نوک پستان (3TPI / 4TPI / M60) مونتاژ قابل اعتماد را تضمین می کند.
● تست استاندارد
مطابق با ASTM C1234، IEC 60239، و GB/T 20067 - شامل تست اولتراسونیک، مقاومت، چگالی و استحکام می باشد.
مزایای کاربر نهایی
● کاهش مصرف الکترود (ECR)
طراحی با چگالی بالا و با تخلخل کم مصرف هر تن فولاد مذاب را کاهش می دهد.
● بهبود بهره وری الکتریکی
مقاومت کمتر به کاهش kWh/t و کوتاه شدن چرخه تولید کمک می کند.
● فولادسازی تمیزتر
محتوای گوگرد و خاکستر کمتر از تولید گریدهای فولادی بسیار تمیز پشتیبانی می کند.
● افزایش طول عمر و قابلیت اطمینان عملیاتی
به حداقل رساندن شکستگی و اکسیداسیون منجر به تغییرات کمتر و بهره وری بالاتر می شود.
نتیجه گیری
الکترود گرافیتی 300 میلی متری UHP بالاترین سطح عملکرد، رسانایی و استقامت حرارتی را برای عملیات EAF و LF در مقیاس بزرگ ارائه می دهد. این الکترود درجه یک که برای ذوب با راندمان بالا و دقت متالورژیکی بهینه شده است، به فولادسازان کمک می کند مصرف انرژی را کاهش دهند، هزینه های عملیاتی کمتری داشته باشند و فولاد تمیزتر با پایداری قوس طولانی تر و حداقل سایش تولید کنند که آن را به یک جزء اصلی برای صنعت فولادسازی نسل بعدی برق تبدیل می کند.
با ما تماس بگیرید
محصولات محبوب مرتبط

مشخصات محصول ضایعات گرافیت - مواد کربن با خلوص بالا برای الکترودهای گرافیتی
ضایعات گرافیت با خلوص بالا به طور گسترده در تولید الکترود کوره قوس الکتریکی و کوره ملاقه ای استفاده می شود، که هدایت الکترود و مقاومت حرارتی را برای ذوب کارآمد و بازیافت پایدار افزایش می دهد.

الکترودهای کربن: بررسی اجمالی و کاربردهای حرفه ای
الکترود کربن، محصولی مناسب برای کوره قوس الکتریکی مقاومتی است. برای تولید آهن سیلیکون و غیره مناسب است. محصولی به روز شده و کم مصرف برای ذوب فلزات است. انتخاب الکترودهای کربن می تواند مزایای اقتصادی بیشتری برای شما به همراه داشته باشد.
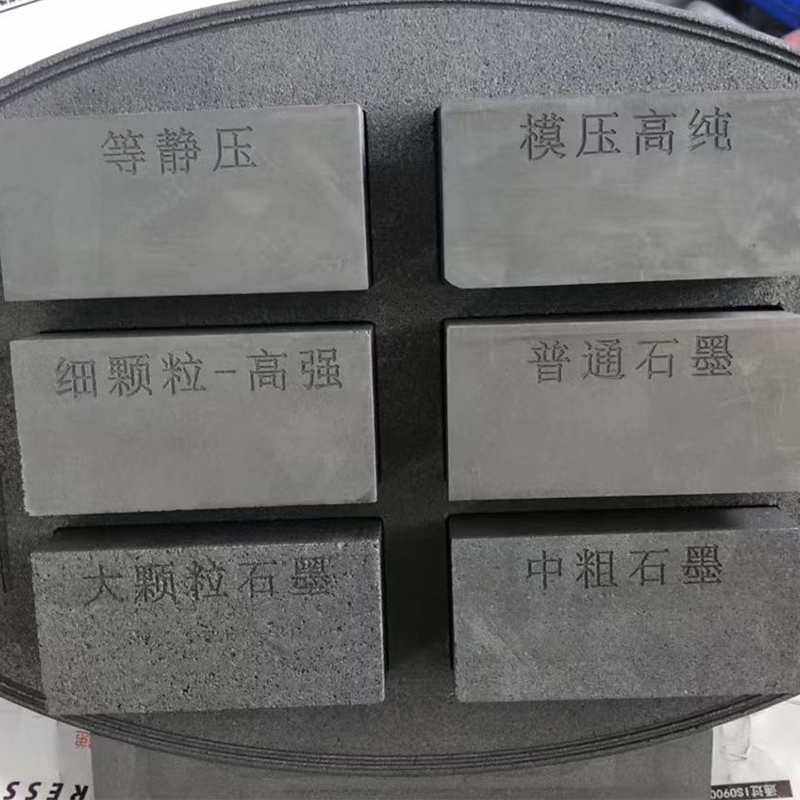
طبقه بندی مواد گرافیت برای الکترودها و کاربردهای در دمای بالا
محصولات گرافیت به طور گسترده در زمینه های حرارتی نیمه هادی، نازل های هوافضا، الکترودهای کوره قوس الکتریکی و سیستم های الکترولیز شیمیایی استفاده می شود. با داشتن خلوص فوق العاده بالا، مقاومت حرارتی عالی و مقاومت الکتریکی کم، به عنوان مواد ضروری در صنایع پیشرفته تولید و انرژی استفاده می شود.

نوک سینه های الکترود گرافیتی
نوک سینه های الکترود گرافیتی اجزای حیاتی هستند که برای اتصال بخش هایی از ستون های الکترود استفاده می شوند و به طور گسترده در تجهیزات صنعتی با دمای بالا مانند کوره های قوس الکتریکی (EAF)، کوره های ملاقه ای (LF) و کوره های قوس زیر آب (SAF) استفاده می شوند.
الکترودهای گرافیت 650 میلی متر / 700 میلی متر RP-Grade
مناسب برای فولادسازی EAF در مقیاس بزرگ، پالایش ملاقه و تولید فروآلیاژ. رسانایی عالی، پایداری حرارتی و استحکام مکانیکی را تحت شوک حرارتی بالا و بار سنگین حفظ می کند.
الکترود گرافیتی 350 میلیمتری با قدرت معمولی (RP) - راندمان افزایش یافته برای کورههای قوس الکتریکی با ظرفیت متوسط
الکترود گرافیتی RP 350 میلی متر تعادل قوی رسانایی، پایداری حرارتی و کارایی هزینه را ارائه می دهد. این دستگاه که برای EAF با ظرفیت متوسط طراحی شده است، در فولادسازی مداوم و تولید فروآلیاژ عملکرد قابل اعتمادی دارد. یک انتخاب هوشمند برای کاهش مصرف انرژی و بهبود پایداری عملیاتی.
الکترود گرافیتی 500 میلیمتری با قدرت بالا (HP) - مشخصات فنی و مروری بر کاربرد
الکترود گرافیتی 500 میلیمتری اسب بخار برای EAFهای بیش از 300 تن طراحی شده است. عملکرد پایدار تحت گرما و بار شدید با رسانایی بالا، مقاومت در برابر اکسیداسیون قوی و انبساط حرارتی کم را تضمین می کند - کاهش مصرف و افزایش راندمان فولادسازی.

الکترود گرافیتی 450 میلی متری (HP) - بهینه شده برای ذوب فسفر زرد و فولاد ضد زنگ
الکترود گرافیتی 450 میلیمتری HP برای ذوب فسفر زرد و فولاد ضد زنگ بهینه شده است، رسانایی عالی، مقاومت در برابر شوک حرارتی و دوام اکسیداسیون در عملیاتهای با بار بالا ارائه میکند.

میله های گرافیت – مهندسی شده برای کاربردهای در دمای بالا و الکترود
میله های گرافیتی به طور گسترده در فولادسازی کوره قوس الکتریکی (EAF)، ماشینکاری EDM، گرمایش کوره های خلاء و مقاومتی، ریخته گری آلیاژی با دمای بالا، فرآیندهای الکترولیتی و آبکاری، فتوولتائیک خورشیدی، باتری لیتیومی و سیستم های انرژی هیدروژن استفاده می شود. آنها با هدایت الکتریکی عالی، مقاومت حرارتی و پایداری شیمیایی، مواد ایده آلی برای کاربردهای صنعتی پیشرفته هستند که به استقامت در دمای بالا و رسانایی دقیق نیاز دارند.

الکترود گرافیت 600 میلی متری RP – بررسی اجمالی فنی و کاربردها
الکترود گرافیت 600 میلی متری RP برای EAF های با توان متوسط، کوره های ملاقه و کاربردهای متالورژی ایده آل است، قوس های پایدار، کاهش مصرف و افزایش بهره وری انرژی برای تولید فولاد و آلیاژ را ارائه می دهد.

الکترود گرافیتی 500 میلی متری UHP
الکترود گرافیتی 500 میلی متری با قدرت فوق العاده بالا (UHP) یک ماده مصرفی کلیدی است که به طور گسترده در فولادسازی کوره قوس الکتریکی (EAF) و متالورژی با دمای بالا استفاده می شود. رسانایی الکتریکی عالی و مقاومت در برابر شوک حرارتی آن، ذوب کارآمد و پالایش ثانویه را ممکن میسازد، راندمان تولید و کیفیت فولاد را بهبود میبخشد.
بلوک های گرافیتی با خلوص بالا - مواد کربن دقیق برای صنایع الکترود، متالورژی و پردازش حرارتی
بلوکهای گرافیتی با خلوص بالا در تولید الکترود UHP، ماشینکاری EDM، اجزای کورههای خلاء و سیستمهای حرارتی سیلیکون مونوکریستالی ضروری هستند – ایدهآل برای محیطهای صنعتی با دمای بالا و رسانا.

الکترود گرافیتی 600 میلی متری با قدرت بالا (HP) — مهندسی شده برای کاربردهای کوره های فوق سنگین
الکترود گرافیتی 600 میلی متری با قدرت بالا به طور خاص برای کوره های قوس الکتریکی در مقیاس بزرگ (EAF) و کوره های قوس زیر آب (SAF) مهندسی شده است. رسانایی الکتریکی فوق العاده، مقاومت در برابر اکسیداسیون و پایداری حرارتی را ارائه می دهد و آن را به یک انتخاب مطمئن و کارآمد برای متالورژی شدید در دمای بالا تبدیل می کند.
الکترود گرافیتی با قدرت معمولی (RP) 300 میلی متر - راه حل قابل اعتماد برای کوره های قوس الکتریکی کوچک تا متوسط
الکترود گرافیتی RP 300 میلی متر راه حلی مقرون به صرفه و پایدار برای EAF های کوچک تا متوسط ارائه می دهد که رسانایی قابل اعتماد و مقاومت عالی در برابر اکسیداسیون را برای تولید فولاد کربنی، سیلیکون و فسفر ارائه می دهد.

بوته های گرافیتی با خلوص بالا برای کاربردهای ذوب صنعتی و الکترود
بوته های گرافیتی برای ذوب آلومینیوم، مس، طلا و نقره در دمای بالا ایده آل هستند. مناسب برای کوره های خلاء و القایی، پایداری حرارتی و مقاومت شیمیایی قوی را ارائه می دهند.
الکترود گرافیت RP 450 میلی متر - رسانایی بهینه و عملکرد مقرون به صرفه برای کوره های قوس الکتریکی بزرگ
الکترود گرافیتی RP 450 میلی متری برای کوره های قوس الکتریکی بزرگ طراحی شده است که رسانایی بالا، مقاومت در برابر اکسیداسیون عالی و پایداری حرارتی را ارائه می دهد. ساخت پیشرفته مقاومت کم و استحکام مکانیکی قوی را تضمین میکند، مصرف الکترود را در هر تن کاهش میدهد و راندمان تولید را افزایش میدهد - یک انتخاب ایدهآل برای فولادسازی مقرونبهصرفه.