











محصولات















{kind=link}
{kind=link}
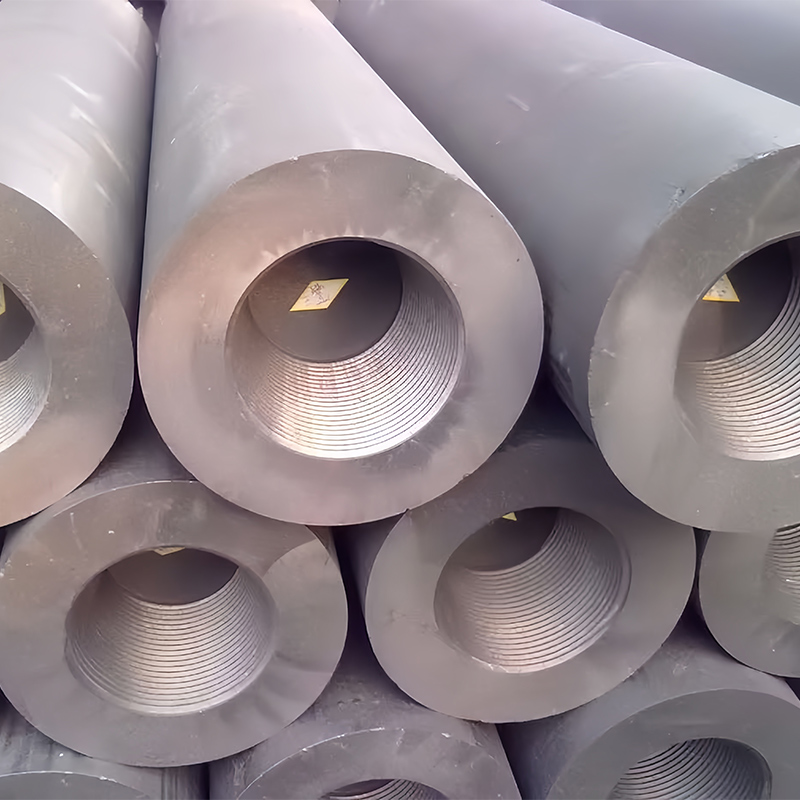
الکترود گرافیتی 450 میلی متر قدرت بالا (HP) - بهینه شده برای فسفر زرد و ذوب استیل ضدزنگ
الکترود گرافیت 450 میلی متر HP برای فسفر زرد و ذوب فولاد ضد زنگ بهینه شده و هدایت برتر ، مقاومت در برابر شوک حرارتی و دوام اکسیداسیون را در عملیات با بار بالا ارائه می دهد.
شرح
نشانگر
توضیحات اساسی
الکترود گرافیت با قدرت 450 میلی متری (HP) به طور خاص برای عملیات ذوب برقی با دمای بالا ، از جمله تولید فسفر زرد در کوره های قوس غوطه وری (SAFS) و پالایش فولاد ضد زنگ در کوره های قوس الکتریکی (EAFS) مهندسی شده است. این الکترود با دامنه چگالی جریان 15-24 A/cm² ، عملکرد الکتریکی و یکپارچگی ساختاری را در زیر بارهای حرارتی و مکانیکی بالا تضمین می کند.
پارامترهای الکترود گرافیت HP - 450 میلی متر
| قسمت | واحد | الکترود | نوک پستان |
| مقاومت | μΩ · m | 5.2 ~ 6.5 | 3.5 ~ 4.5 |
| قدرت خمش | MPA | ≥ 11.0 | 22.0 پوند |
| مدول الاستیک | معدل | 12.0 پوند | 15.0 ≤ |
| تراکم فله | g/cm³ | 1.73 ~ 1.68 | 1.78 ~ 1.83 |
| انبساط حرارتی CTE | 10⁻⁶/℃ | 2.0 ≤ | ≤ 1.8 |
| محتوای خاکستر | % | ≤ 0.2 | ≤ 0.2 |
| جریان مجاز | A | - | 25000-40000 |
| چگالی جریان | a/cm² | - | 15-24 |
| قطر واقعی | مگنی | حداکثر 460 دقیقه 454 | - |
| طول واقعی | مگنی | 1800 ~ 2400 قابل تنظیم | - |
| تحمل طول | مگنی | 100 ± | - |
| طول کوتاه | مگنی | - | - |
مواد اولیه و فرآیند تولید
این الکترود از مخلوط مواد اولیه تشکیل شده است که شامل 60 ٪ کک سوزن پریمیوم (تهیه شده از ژاپن و کره جنوبی) و 5 ٪ کک زمین برای تقویت مقاومت در برابر شوک حرارتی و استحکام مکانیکی است. از یک تار ذغال سنگ اصلاح شده به عنوان اتصال دهنده برای اطمینان از آغشته سازی زمین عمیق و پیوند بهینه کربن استفاده می شود.
شکل گیری با استفاده از یک تکنیک ترکیبی که ادغام تراکم لرزش و فشار ایزوستاتیک است انجام می شود. این فرایند پیشرفته توزیع چگالی یکنواخت ، کاهش میکرو اختراعات داخلی و بهبود ایزوتروپی را تضمین می کند.
گرافیت در دمای اوج نزدیک به 3000 درجه سانتیگراد برای تقویت تراز کریستالی انجام می شود و در نتیجه مقاومت الکتریکی پایین تر و بهبود هدایت حرارتی انجام می شود. سپس الکترودها برای به حداقل رساندن تخلخل و تقویت مقاومت بیشتر اکسیداسیون در معرض یک فرآیند اشباع ثانویه قرار می گیرند.
دامنه کاربرد
● کوره های قوس غوطه ور (SAFS) برای ذوب فسفر زرد (P₄)
cources کوره های قوس الکتریکی (EAF) برای تولید فولاد ضد زنگ
freroalloy متوسط تا با بار بالا و ذوب فلزی غیر آهنی
ملاحظات عملیاتی و زیست محیطی
●حمل و نقل و حمل و نقل:از لیفتراک های مقاوم در برابر برخورد استفاده کنید. برای جلوگیری از استرس مکانیکی یا آسیب نخ ، الکترودها باید در تنظیمات افقی تک لایه ذخیره شوند.
●نصب:قبل از اتصال باید سطوح نخ با هوای فشرده شده خشک تمیز شود. از استفاده از برس های فلزی یا ابزارهای ساینده خودداری کنید.
●مصرف انرژی:استفاده تقریبی تولید انرژی 7،500 کیلووات ساعت در هر تن است.
●انطباق محیط زیست:سیستم های تصفیه گاز دودکش ، از جمله واحدهای جداسازی و جمع آوری گرد و غبار ، برای رعایت استانداردهای انتشار محیطی مورد نیاز هستند.
خلاصه عملکرد
الکترود گرافیت 450 میلی متر HP دارای هدایت حرارتی برتر ، استحکام مکانیکی و مقاومت اکسیداسیون است. تولید دقیق آن و مواد اولیه با خلوص بالا ، عمر خدمات طولانی ، کاهش مصرف الکترود در هر تن فلز و عملکرد قابل اعتماد در عملیات کوره برقی با انرژی را تضمین می کند.
 Graphite Electrode – Optimized for Yellow Phosphorus and Stainless Steel Smelting")
 Graphite Electrode – Optimized for Yellow Phosphorus and Stainless Steel Smelting")
با ما تماس بگیرید
محصولات محبوب مرتبط

الکترود گرافیتی 400 میلی متر RP برای هدایت پایدار و یکپارچگی مکانیکی در فولاد سازی با حجم بالا EAF
الکترود گرافیت 400 میلی متری RP (قدرت معمولی) برای کوره های قوس الکتریکی (EAF) که در شرایط قدرت استاندارد کار می کنند ، مهندسی شده است. این قابلیت هدایت فعلی ، پایداری قوس و یکپارچگی مکانیکی را ارائه می دهد ، و آن را برای تأسیسات تولیدی کربن و آلیاژ با خروجی های سالانه بیش از 500000 تن مناسب می کند.

الکترودهای گرافیتی فوق العاده بالا (UHP)
الکترودهای گرافیتی UHP به طور گسترده در استفاده از فولاد کوره برقی استفاده می شود ، هدایت بالایی ، مقاومت در برابر حرارت عالی و استحکام مکانیکی را ارائه می دهد و به طور قابل توجهی بازده ذوب و کیفیت محصول را بهبود می بخشد و آنها را در تولید فولاد مدرن ضروری می کند.

الکترود گرافیت 600 میلی متر RP - نمای کلی و برنامه های کاربردی
الکترود گرافیت 600 میلی متری RP برای EAF های متوسط ، کوره های ملاقه و کاربردهای متالورژی ایده آل است و قوس های پایدار ، کاهش مصرف و افزایش بهره وری انرژی را برای تولید فولاد و آلیاژ ارائه می دهد.

Calcined Petroleum Coke (CPC)
کک نفتی کلسینه شده (CPC) برای تولید الکترودهای گرافیتی در کوره های برقی قوس ، آنگه های ذوب آلومینیومی ، رکوردوریزورها در ریخته گری آهن و به عنوان یک عامل کاهش دهنده در فرآیندهای کلرید Tio₂ ضروری است.

الکترود گرافیت 400 میلی متر HP-راه حل پرقدرت با قدرت بالا برای برنامه های EAF ، LF و SAF
الکترود گرافیتی 400 میلی متر HP که به طور گسترده در برنامه های EAF ، LF و SAF مورد استفاده قرار می گیرد ، هدایت عالی ، مقاومت در برابر شوک حرارتی و قدرت مکانیکی را ارائه می دهد.

مشخصات محصول قراضه گرافیت-مواد کربن با خلوص بالا برای الکترودهای گرافیتی
ضایعات گرافیت با خلوص بالا به طور گسترده ای در کوره قوس الکتریکی و تولید الکترود کوره ملاقه ، افزایش هدایت الکترود و مقاومت حرارتی برای ذوب کارآمد و بازیافت پایدار استفاده می شود.

نوک سینه های الکترود گرافیتی
نوک سینه های الکترود گرافیتی اجزای مهمی هستند که برای اتصال بخش های ستون های الکترود استفاده می شوند ، که به طور گسترده در تجهیزات صنعتی با درجه حرارت بالا مانند کوره های قوس الکتریکی (EAF) ، کوره های ملافه (LF) و کوره های قوس غوطه ور (SAF) استفاده می شوند.

الکترودهای گرافیتی RP
الکترودهای گرافیت RP به طور گسترده در کوره های قوس الکتریکی کوچک و متوسط برای تولید فولاد ، سیلیکون ، فسفر و تولید آلومینیوم استفاده می شود. آنها برای تراکم جریان متوسط مناسب هستند و هدایت الکتریکی عالی و ثبات حرارتی را ارائه می دهند - که در فرآیندهای متالورژی سنتی قابل مصرف است.

الکترود گرافیت 550 میلی متر بالا (HP)-مهندسی سفارشی برای برنامه های بار بالا
الکترود گرافیت با قدرت 550 میلی متر یک محصول سفارشی و غیر استاندارد است که برای کوره های قوس غوطه وری با ظرفیت بزرگ (SAF) متناسب است. این امر ثبات حرارتی استثنایی ، هدایت الکتریکی و استحکام مکانیکی را ارائه می دهد که به طور گسترده در شرایط ذوب شدید مانند تولید آلیاژ منگنز مورد استفاده قرار می گیرد.

الکترود گرافیت 350 میلی متر UHP - محلول پریمیوم فوق العاده بالا برای ساخت فولاد EAF
الکترود گرافیت 350 میلی متر UHP برای ساخت فولاد EAF با ظرفیت بزرگ ایده آل است و باعث می شود ذوب سریع قراضه و DRI با جریان و مصرف پایدار باشد. همچنین برای پالایش ملاحظه و فرورفتگی با دمای بالا و ذوب فلزی غیر آهنی ، افزایش بهره وری و خلوص فولاد مناسب است.

الکترود گرافیت 350 میلی متر HP-راه حل با کارایی بالا برای برنامه های EAF و LF
الکترود گرافیت 350 میلی متری HP برای ساخت فولاد EAF ، پالایش ثانویه LF و تولید آلیاژ SAF ، مناسب برای فولاد کربن و ذوب فلز غیر آهنی ، از عملکرد قوس پایدار و خلوص فلز برتر ایده آل است.
الکترود گرافیت 650 میلی متر / 700 میلی متر UHP
الکترودهای گرافیت 650 میلی متر و 700 میلی متر UHP برای عملیات EAF و LF در مقیاس بزرگ ضروری است و باعث می شود ذوب قراضه کارآمد و پالایش دقیق فولاد. هدایت الکتریکی برتر ، مقاومت حرارتی و قدرت مکانیکی آنها عملکرد قابل اعتماد را در شرایط شدید صنعتی تضمین می کند و آنها را برای بهبود کیفیت تولید و فولاد در متالورژی مدرن بسیار مهم می کند.

گرافیک کک نفتی (GPC)
GPC در تولید الکترود گرافیت UHP ، recarburizing فولاد ، آند باتری و کاتدهای آلومینیومی ضروری است و ارائه گوگرد فوق العاده کم ، خلوص بالا ، هدایت عالی و پایداری حرارتی برای صنایع پیشرفته متالورژی و انرژی.

بلوک های گرافیتی با خلوص بالا-مواد کربن دقیق برای صنایع الکترود ، متالورژی و پردازش حرارتی
بلوک های گرافیتی با خلوص بالا در ساخت الکترود UHP ، ماشینکاری EDM ، اجزای کوره خلاء و سیستم های حرارتی سیلیکون مونوکریستالی-IDEAL برای خواستار محیط های با درجه بالا ، رسانا ، ضروری هستند.

الکترودهای کربن: نمای کلی و برنامه های کاربردی
الکترود کربن ، این محصول مناسب برای کوره قوس الکتریکی مقاومت است. برای تولید آهن سیلیکون و غیره مناسب است. این یک محصول به روز شده برای ذوب فلزی است. انتخاب الکترودهای کربن می تواند مزایای اقتصادی بیشتری برای شما به همراه آورد.

الکترود گرافیت
بررسی اجمالی شرکت شرکت ما به طور عمده در POW معمولی ، الکترودهای گرافیتی Ø1400 میلی متر را تولید می کند ...