
- English
- Chinese
- French
- German
- Portuguese
- Spanish
- Russian
- Korean
- Arabic
- Irish
- Greek
- Turkish
- Italian
- Danish
- Romanian
- Indonesian
- Czech
- Afrikaans
- Swedish
- Polish
- Basque
- Catalan
- Esperanto
- Hindi
- Lao
- Albanian
- Amharic
- Armenian
- Azerbaijani
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Cebuano
- Chichewa
- Corsican
- Croatian
- Dutch
- Estonian
- Filipino
- Finnish
- Frisian
- Galician
- Georgian
- Gujarati
- Haitian
- Hausa
- Hawaiian
- Hebrew
- Hmong
- Hungarian
- Icelandic
- Igbo
- Javanese
- Kannada
- Kazakh
- Khmer
- Kurdish
- Kyrgyz
- Latin
- Latvian
- Lithuanian
- Luxembou..
- Macedonian
- Malagasy
- Malay
- Malayalam
- Maltese
- Maori
- Marathi
- Mongolian
- Burmese
- Nepali
- Norwegian
- Pashto
- Persian
- Punjabi
- Serbian
- Sesotho
- Sinhala
- Slovak
- Slovenian
- Somali
- Samoan
- Scots Gaelic
- Shona
- Sindhi
- Sundanese
- Swahili
- Tajik
- Tamil
- Telugu
- Thai
- Ukrainian
- Urdu
- Uzbek
- Vietnamese
- Welsh
- Xhosa
- Yiddish
- Yoruba
- Zulu
- Kinyarwanda
- Tatar
- Oriya
- Turkmen
- Uyghur






















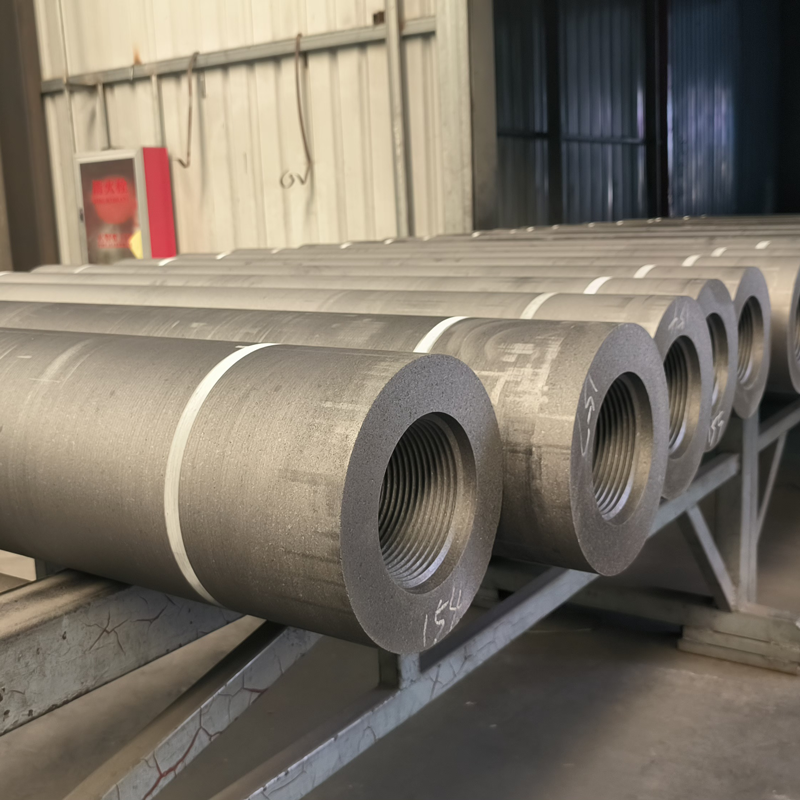
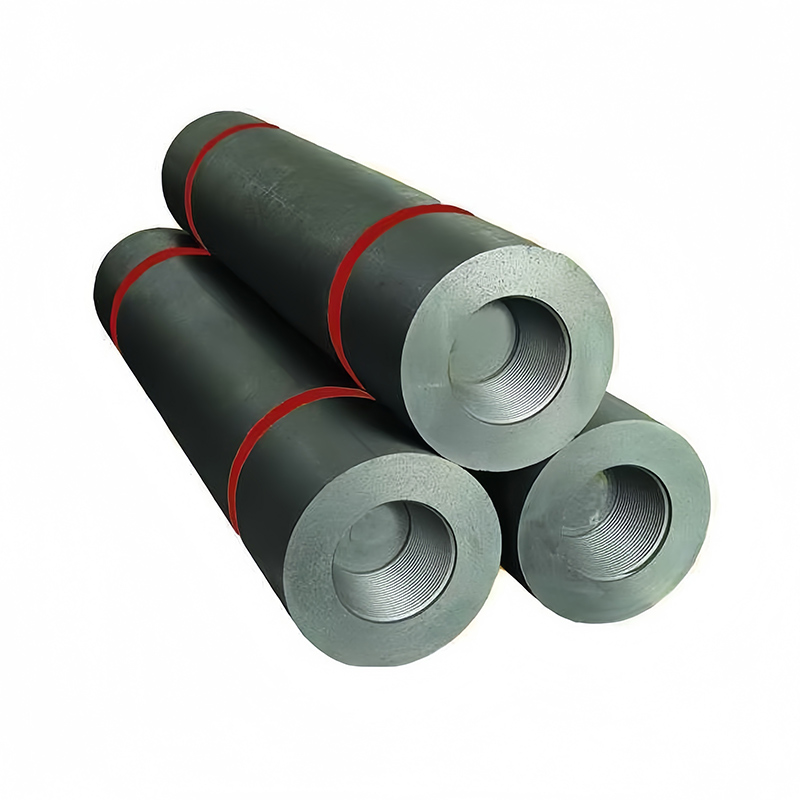
350mm UHP グラファイト電極 – EAF 製鋼用のプレミアム超高出力ソリューション
350mm UHP グラファイト電極は大容量電炉製鋼に最適で、安定した電流と低消費電力でスクラップと DRI の高速溶解を可能にします。また、取鍋精錬や高温での合金鉄および非鉄金属の製錬にも適しており、生産性と鋼の純度が向上します。
説明
マーカー
製品概要
350mm 超高出力 (UHP) グラファイト電極は、電気アーク炉 (EAF)、取鍋炉 (LF)、サブマージド アーク炉 (SAF) における極端な電気的および熱的条件向けに設計されています。これらの電極は、100% プレミアム石油ベースのニードル コークスと超低硫黄コール タール ピッチから製造され、高圧成形 (押出成形または静水圧プレスによる)、多段階の焼成、および 2800°C を超える超高温黒鉛化を経ます。
精密 CNC 加工により、正確なネジ山プロファイル、最適なニップルのフィット感、および低い接触抵抗が確保され、その結果、安定したアーク性能、優れた導電性、および最小限の電極消耗が実現します。
技術仕様 – 350mm UHP 電極
| パラメータ | 単位 | 電極 | 乳首 |
| 抵抗率 | μΩ・m | 4.8~5.8 | 3.4~4.0 |
| 曲げ強度 | MPa | 12.0以上 | ≧22.0 |
| 弾性率 | GPa | ≤ 13.0 | ≤ 18.0 |
| かさ密度 | g/cm3 | 1.68~1.73 | 1.78~1.84 |
| 熱膨張係数 | 10⁻⁶/℃ | ≤ 1.2 | ≤ 1.0 |
| 灰分含有量 | % | ≤ 0.2 | ≤ 0.2 |
| 許容電流 | A | — | 20000~30000 |
| 電流密度 | A/cm2 | — | 20~30 |
| 実際の直径 | mm | 最大: 358 最小: 352 | — |
| 実際の長さ (カスタマイズ可能) | mm | 1600 – 2400 | — |
| 長さの許容差 | mm | ±100 | — |
| 定規の長さが短い | mm | -275 | — |
コアパフォーマンスの利点
● 超高導電率
大容量炉での迅速なアーク開始と安定した電流の流れをサポートします。
● 優れた耐熱衝撃性
熱膨張が低いため、急激な温度変化時の亀裂が最小限に抑えられます。
● 堅牢な機械的強度
動作、充電、クランプ中の機械的ストレスに耐えます。
● 不純物含有量が低い
灰分、硫黄、揮発性物質の削減によりスラグの生成が減少し、鋼の純度が向上します。
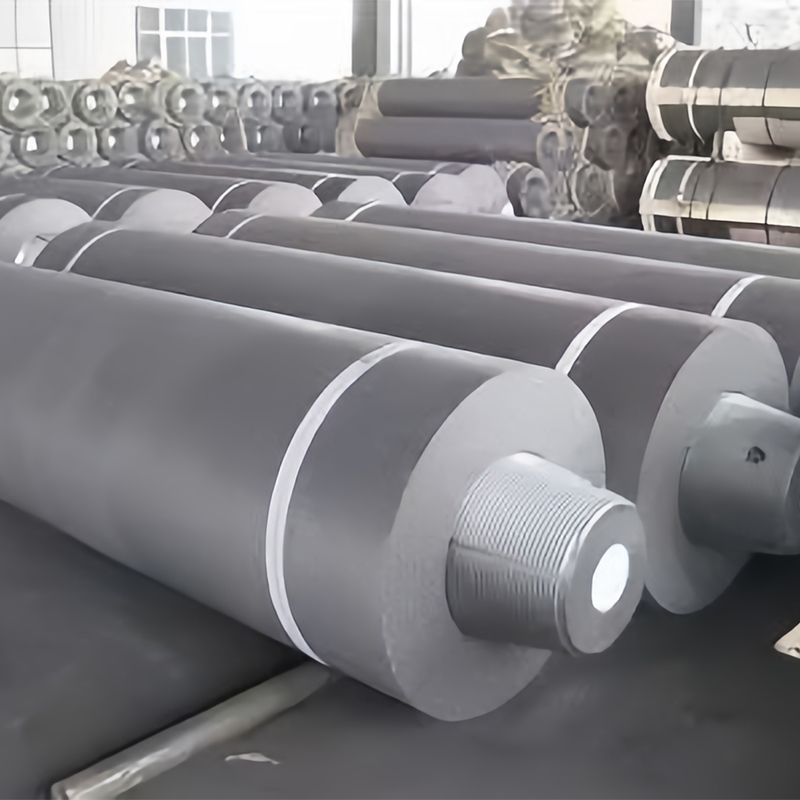
● 精密加工ニップル
CNC 加工されたネジ山により、電極とニップルがしっかりとフィットし、接合抵抗が低下し、導電性が向上します。
アプリケーションシナリオ
● 一次電炉製鋼
大容量 EAF でのスクラップおよび DRI の溶解に最適で、高速溶解サイクルと高いエネルギー効率を実現します。
● 取鍋炉(LF)二次精錬
温度の一貫性を維持し、合金化および脱硫中の再酸化を制限します。
● SAF での合金鉄の生産
シリコンマンガン、フェロクロム、炭化カルシウムの製錬における連続高温作業に耐えます。
● 高純度の非鉄冶金
低汚染性が重要なアルミニウム、銅、チタン合金の溶解に使用されます。
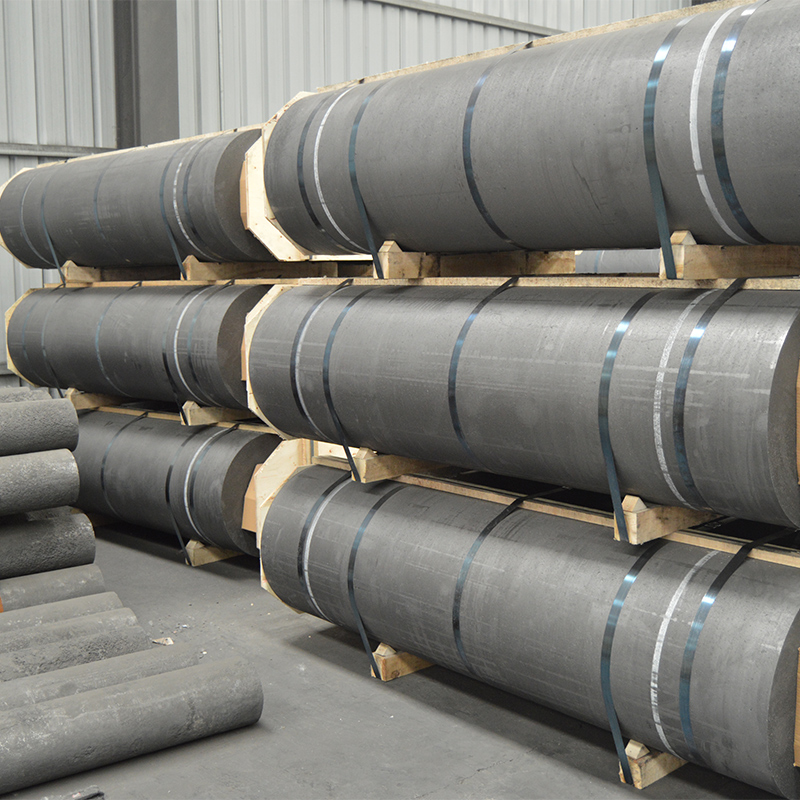
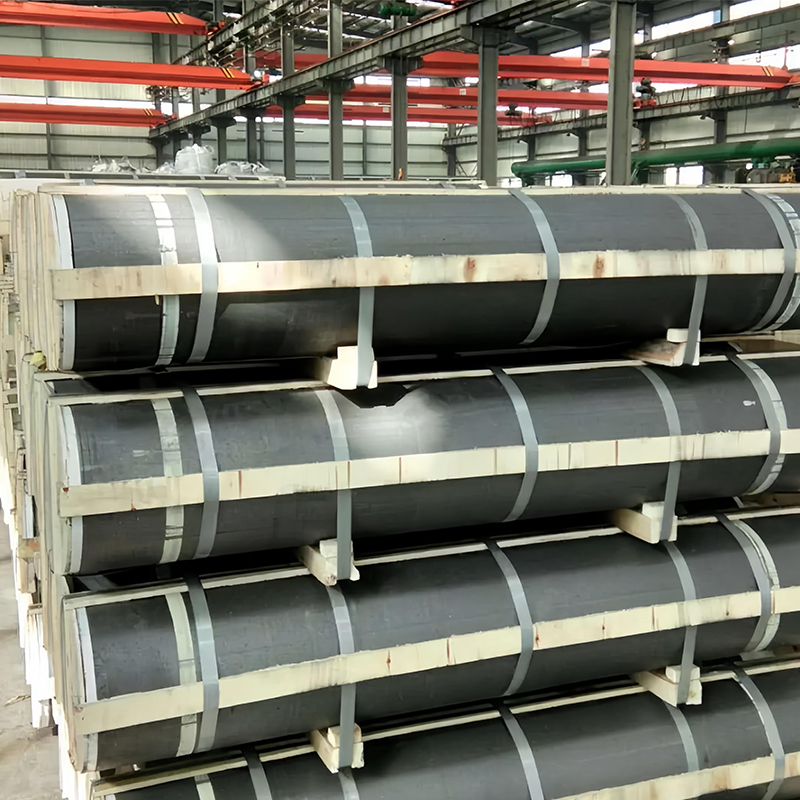
製造と品質保証
●原材料: 硫黄分 ≤ 0.03%、低灰分、揮発分を含むプレミアムニードルコークス。
● 成形とベーキング: 等方圧/押出成形後、寸法安定性を高めるために最大 900°C までの多段階ベーキングを行います。
● 黒鉛化: 結晶配向と導電性を最大限に高めるために 2800°C 以上で処理されます。
●CNC精密加工: 電極とニップルは滑らかな接合を実現するために厳しい公差に合わせて機械加工されています。
● 試験基準: ASTM C1234、IEC 60239、GB/T 20067 に準拠し、超音波、抵抗率、強度試験の対象となります。
エンドユーザーのメリット
● 電極消耗率(ECR)の削減
高密度で気孔率が低いため、摩耗が少なく、交換の回数も少なくなります。
● エネルギー効率の向上
抵抗率が低いと溶解が速くなり、エネルギー使用量 (kWh/t) が削減されます。
● 優れたスチールの清浄度
不純物が少ないため、スラグが最小限に抑えられ、非金属介在物が少なくなります。
● 耐用年数の延長
機械的耐久性により動作サイクルが長くなり、ダウンタイムが削減されます。
結論
350mm UHP グラファイト電極は、電気的性能、機械的完全性、および熱弾性の最適なバランスを提供します。効率と信頼性を重視して設計されており、運用コストを削減し、鋼材の品質を向上させ、炉の稼働時間を最大化するため、世界の鉄鋼および合金の生産施設における最新の EAF および LF 運用に最適な選択肢となっています。
お問い合わせください
関連人気商品

500mm RP グラファイト電極 — 大規模電気炉向けの高度な性能
500mm RP グラファイト電極は大容量 EAF 用に設計されており、優れた導電性、機械的強度、熱安定性を備えています。高度な製造により、低い抵抗率と高い熱抵抗が確保され、電極の消費量が削減され、製鋼効率が向上し、費用対効果の高いソリューションが実現します。

工業用溶解および電極用途向けの高純度黒鉛るつぼ
グラファイトるつぼは、アルミニウム、銅、金、銀の高温溶解に最適です。真空炉や誘導炉に適しており、熱安定性と強力な耐薬品性を備えています。

500mm UHP グラファイト電極
500mm 超高出力 (UHP) グラファイト電極は、電気アーク炉 (EAF) 製鋼および高温冶金で広く使用されている重要な消耗品です。優れた導電性と耐熱衝撃性により、効率的な溶解と二次精錬が可能となり、生産効率と鋼品質が向上します。
450mm RP グラファイト電極 — 大型電気炉向けに最適化された導電性とコスト効率の高いパフォーマンス
450mm RP グラファイト電極は大型電気炉用に設計されており、高い導電性、優れた耐酸化性、熱安定性を備えています。高度な製造により、低い抵抗率と強力な機械的強度が保証され、1 トンあたりの電極消費量が削減され、生産効率が向上します。これは、コスト効率の高い製鋼にとって理想的な選択です。
300mm レギュラーパワー (RP) グラファイト電極 — 中小規模の電気炉向けの信頼できるソリューション
300mm RP グラファイト電極は、中小規模の EAF にコスト効率が高く安定したソリューションを提供し、炭素鋼、シリコン、リンの生産に信頼性の高い導電性と優れた耐酸化性を実現します。

600mm ハイパワー (HP) グラファイト電極 — 超高耐久炉用途向けに設計
600mm の高出力グラファイト電極は、大規模電気アーク炉 (EAF) およびサブマージドアーク炉 (SAF) 向けに特別に設計されています。優れた導電性、耐酸化性、熱安定性を実現し、極度の高温冶金にとって信頼性が高く効率的な選択肢となります。
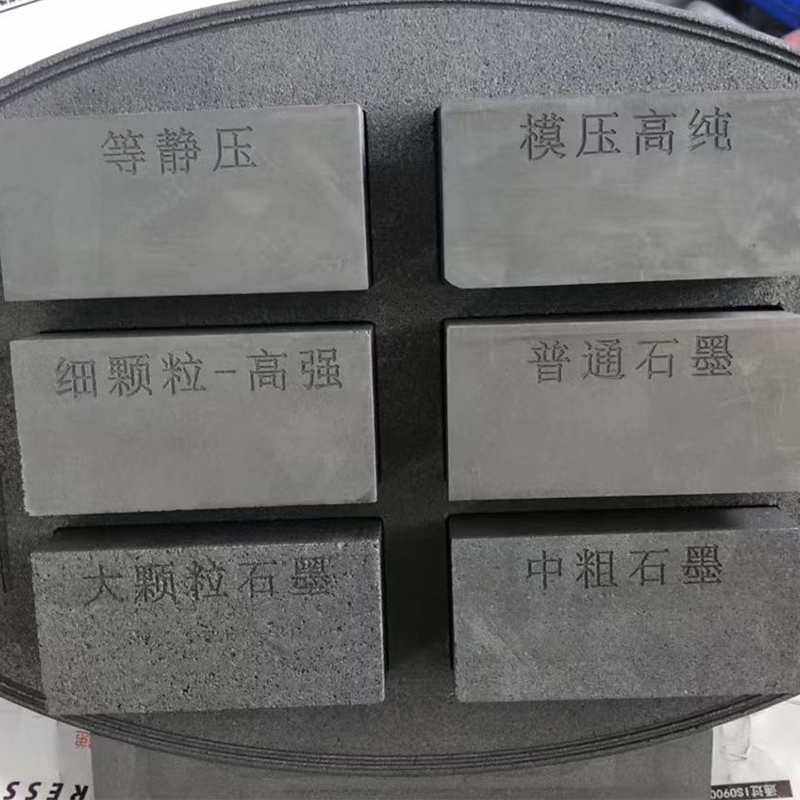
電極および高温用途用黒鉛材料の分類
グラファイト製品は、半導体熱分野、航空宇宙ノズル、アーク炉の電極、および化学電解システムで広く使用されています。超高純度、優れた耐熱性、低い電気抵抗率を特徴としており、先端製造業やエネルギー産業に欠かせない素材として活躍しています。

450mm ハイパワー (HP) グラファイト電極 – 黄リンおよびステンレス鋼の製錬に最適化
450mm HP グラファイト電極は、黄リンおよびステンレス鋼の製錬用に最適化されており、高負荷操作において優れた導電性、耐熱衝撃性、酸化耐久性を実現します。

400mm RP グラファイト電極は、大量電炉製鋼における安定した導電性と機械的完全性を実現するように設計されています
400mm RP (レギュラーパワー) グラファイト電極は、標準電力条件下で動作する電気アーク炉 (EAF) 向けに設計されています。信頼性の高い電流伝導率、アーク安定性、機械的完全性を備えており、年間生産量が 500,000 トンを超える炭素鋼および合金鋼の生産施設に最適です。
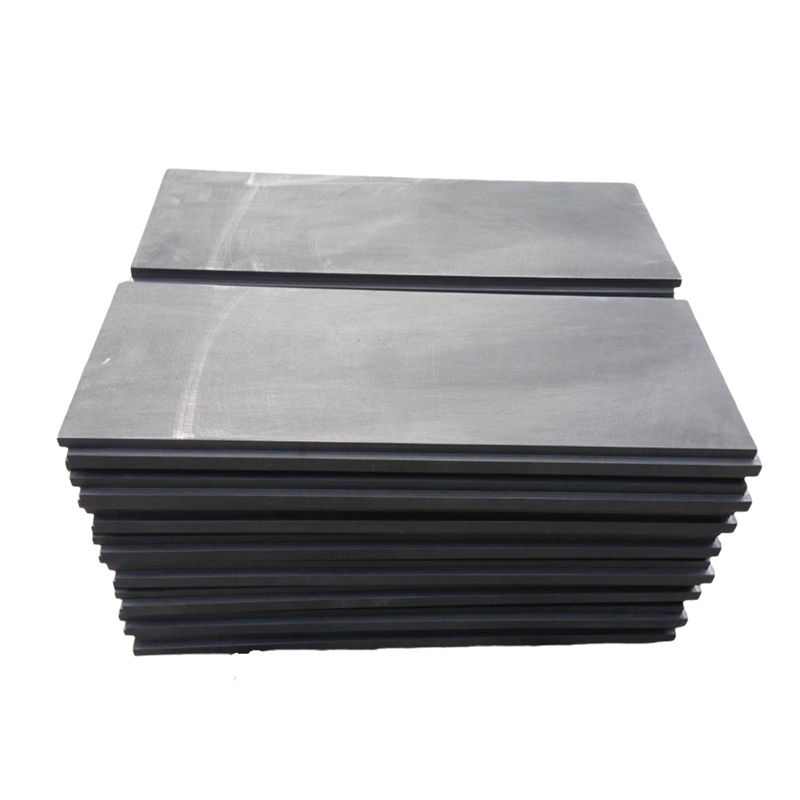
グラファイト プレート – カスタム寸法 |高純度石油コークス系原料
冶金炉、真空システム、化学装置、精密グラファイト加工での使用に最適です。高温耐性があり、化学的に安定しており、要求の厳しい産業用途向けに設計されています。
650 mm / 700 mm RP グレードのグラファイト電極
大規模電炉製鋼、取鍋精錬、合金鉄の製造に最適です。高い熱衝撃や重荷重下でも優れた導電性、熱安定性、機械的強度を維持します。
550mm UHP グラファイト電極
550mm UHP グラファイト電極は、優れた導電性と熱安定性で知られており、電気アーク炉 (EAF) や取鍋炉 (LF) に広く適用されています。鉄鋼および非鉄金属の効率的かつ安定した溶解および精製をサポートし、金属の純度および製品の品質を確保しながら、溶解速度とエネルギー効率を大幅に向上させます。これは現代の冶金生産における中心的な消耗品であり、大規模な鉄鋼および非鉄金属プラントの厳しい要求に応えます。
カスタムグラファイト特殊形状部品精密機械加工グラファイトコンポーネント
グラファイトの特殊形状部品は、その優れた導電性、熱安定性、耐薬品性により、冶金、鋳造、半導体、PV、および高温金型システムに不可欠です。

650mm / 700mm UHP グラファイト電極
650mm および 700mm の UHP グラファイト電極は、大規模な EAF および LF 操作に不可欠であり、効率的なスクラップ溶解と精密な鋼の精錬を可能にします。優れた導電性、熱抵抗、機械的強度により、過酷な産業条件下でも信頼性の高い性能が保証され、現代の冶金学における生産量と鋼の品質を向上させるために重要です。
500mm ハイパワー (HP) グラファイト電極 – 技術仕様とアプリケーションの概要
500mm HP グラファイト電極は、300 トンを超える EAF 向けに調整されています。高い導電性、強力な耐酸化性、低い熱膨張により、極度の熱と負荷の下でも安定した性能を保証し、消費量を削減し、製鋼効率を向上させます。