
- English
- Chinese
- French
- German
- Portuguese
- Spanish
- Russian
- Japanese
- Korean
- Arabic
- Irish
- Greek
- Turkish
- Italian
- Danish
- Romanian
- Indonesian
- Czech
- Afrikaans
- Swedish
- Polish
- Basque
- Catalan
- Esperanto
- Hindi
- Lao
- Albanian
- Amharic
- Armenian
- Azerbaijani
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Cebuano
- Chichewa
- Corsican
- Croatian
- Dutch
- Estonian
- Filipino
- Finnish
- Frisian
- Georgian
- Gujarati
- Haitian
- Hausa
- Hawaiian
- Hebrew
- Hmong
- Hungarian
- Icelandic
- Igbo
- Javanese
- Kannada
- Kazakh
- Khmer
- Kurdish
- Kyrgyz
- Latin
- Latvian
- Lithuanian
- Luxembou..
- Macedonian
- Malagasy
- Malay
- Malayalam
- Maltese
- Maori
- Marathi
- Mongolian
- Burmese
- Nepali
- Norwegian
- Pashto
- Persian
- Punjabi
- Serbian
- Sesotho
- Sinhala
- Slovak
- Slovenian
- Somali
- Samoan
- Scots Gaelic
- Shona
- Sindhi
- Sundanese
- Swahili
- Tajik
- Tamil
- Telugu
- Thai
- Ukrainian
- Urdu
- Uzbek
- Vietnamese
- Welsh
- Xhosa
- Yiddish
- Yoruba
- Zulu
- Kinyarwanda
- Tatar
- Oriya
- Turkmen
- Uyghur


















Electrodo de grafito UHP de 350 mm: solución premium de ultra alta potencia para a fabricación de aceiro EAF
O electrodo de grafito UHP de 350 mm é ideal para a fabricación de aceiro EAF de gran capacidade, permitindo unha rápida fusión de chatarra e DRI cunha corrente estable e baixo consumo. Tamén é axeitado para o refino de culleres e a fundición de ferroaliaxes e metais non férreos a alta temperatura, mellorando a produtividade e a pureza do aceiro.
Descrición
marcador
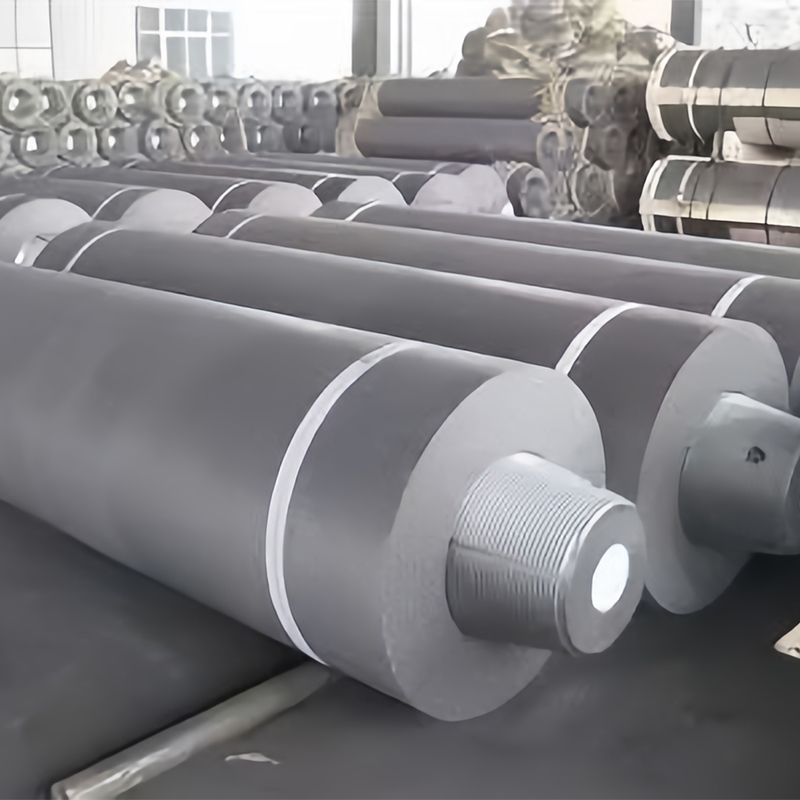
Visión xeral do produto
O electrodo de grafito de ultra alta potencia (UHP) de 350 mm está deseñado para condicións eléctricas e térmicas extremas en fornos de arco eléctrico (EAF), fornos de cuchara (LF) e fornos de arco mergullado (SAF). Fabricados a partir de coque de agulla 100 % a base de petróleo e brea de alcatrán de hulla con baixo contido de xofre, estes electrodos sofren formación a alta presión (mediante extrusión ou prensado isostático), cocción en varias etapas e grafitización a ultra alta temperatura por encima dos 2800 °C.
O mecanizado CNC de precisión garante perfís de rosca precisos, axuste óptimo da mamila e baixa resistencia de contacto, o que resulta nun rendemento de arco estable, condutividade superior e consumo mínimo de electrodos.
Especificacións técnicas: electrodo UHP de 350 mm
| Parámetro | Unidade | Electrodo | Pezón |
| Resistividade | μΩ·m | 4,8 ~ 5,8 | 3,4 ~ 4,0 |
| Resistencia á flexión | MPa | ≥ 12,0 | ≥ 22,0 |
| Módulo elástico | GPa | ≤ 13,0 | ≤ 18,0 |
| Densidade a granel | g/cm³ | 1,68 ~ 1,73 | 1,78 ~ 1,84 |
| Coeficiente de expansión térmica | 10⁻⁶/°C | ≤ 1,2 | ≤ 1,0 |
| Contido de cinzas | % | ≤ 0,2 | ≤ 0,2 |
| Corrente admisible | A | — | 20000 ~ 30000 |
| Densidade de corrente | A/cm² | — | 20 ~ 30 |
| Diámetro real | mm | Máximo: 358 Min: 352 | — |
| Lonxitude real (personalizable) | mm | 1600 - 2400 | — |
| Tolerancia de lonxitude | mm | ± 100 | — |
| Lonxitude da regra curta | mm | -275 | — |
Vantaxes do rendemento básico
● Condutividade eléctrica ultra alta
Admite o inicio rápido do arco e un fluxo de corrente estable en fornos de alta capacidade.
● Excelente resistencia a choques térmicos
A baixa expansión térmica minimiza a fisuración durante os cambios rápidos de temperatura.
● Resistencia mecánica robusta
Soporta tensións mecánicas durante a operación, carga e suxeición.
● Baixo contido de impurezas
A redución de cinzas, xofre e volátiles reduce a formación de escouras e mellora a pureza do aceiro.
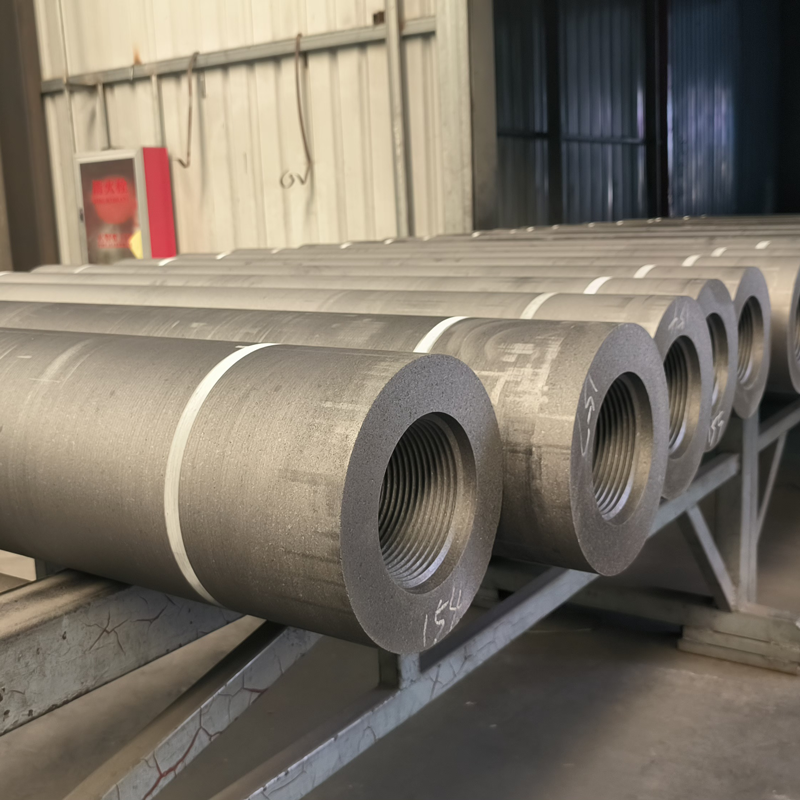
● Pezones mecanizados con precisión
Os fíos mecanizados por CNC garanten un axuste axustado do electrodo-mamila, reducindo a resistencia das articulacións e mellorando a condutividade.
Escenarios de aplicación
● Fabricación de aceiro EAF primaria
Ideal para fundir chatarra e DRI en EAF de gran capacidade, que ofrecen ciclos de fusión rápidos e alta eficiencia enerxética.
● Refino secundario de forno de cuchara (LF).
Mantén a consistencia da temperatura e limita a reoxidación durante a aliaxe e a desulfuración.
● Produción de ferroaliaxes en SAF
Soporta operacións continuas a alta temperatura na fundición de silicio-manganeso, ferrocromo e carburo de calcio.
● Metalurxia non ferrosa de alta pureza
Úsase na fusión de aliaxes de aluminio, cobre e titanio onde a baixa contaminación é crítica.
Fabricación e Garantía de Calidade
● Materias primas: Coque de agulla premium con xofre ≤ 0,03%, baixa cinza e volátiles.
● Formación e cocción: Formación isostática/extrusión, seguida de cocción en varias etapas ata 900 °C para a estabilidade dimensional.
● Grafitización: Procesado a ≥ 2800 °C para o máximo aliñamento cristalino e condutividade.
● Mecanizado de precisión CNC: Electrodos e mamilas mecanizadas con tolerancias estreitas para unha unión suave.
● Estándares de proba: Cumpre con ASTM C1234, IEC 60239, GB/T 20067 e suxeito a probas de ultrasóns, resistividade e resistencia.
Beneficios para o usuario final
● Taxa de consumo de electrodos reducida (ECR)
A alta densidade e a baixa porosidade dan como resultado menos desgaste e menos substitucións.
● Mellora da eficiencia enerxética
A menor resistividade permite unha fusión máis rápida e un uso reducido de enerxía (kWh/t).
● Limpeza de aceiro superior
As poucas impurezas aseguran unha escoura mínima e menos inclusións non metálicas.
● Vida útil prolongada
Ciclos de operación máis longos e tempo de inactividade reducido grazas á durabilidade mecánica.
Conclusión
O electrodo de grafito UHP de 350 mm ofrece un equilibrio óptimo de rendemento eléctrico, integridade mecánica e resistencia térmica. Deseñado para a eficiencia e fiabilidade, reduce os custos operativos, mellora a calidade do aceiro e maximiza o tempo de funcionamento do forno, converténdoo na opción preferida para as operacións modernas de EAF e LF nas instalacións de produción de aceiro e aliaxes globais.
póñase en contacto connosco
Produtos populares relacionados
Electrodo de grafito UHP de 600 mm
O electrodo de grafito UHP de 600 mm úsase amplamente en fornos de arco eléctrico (EAF) e en fornos de cuchara (LF), axeitados para operacións de alta temperatura e alta carga. Cunha excelente condutividade eléctrica, resistencia ao choque térmico e baixo consumo, é ideal para fundir chatarra, DRI e metais non férreos, polo que é unha opción preferida para aplicacións metalúrxicas avanzadas.
Electrodos de grafito de grado RP de 650 mm / 700 mm
Perfecto para a fabricación de aceiro EAF a gran escala, refinado de culleres e produción de ferroaliaxes. Mantén unha condutividade superior, estabilidade térmica e resistencia mecánica baixo choque térmico elevado e carga pesada.

Electrodo de grafito RP de 400 mm deseñado para unha condutividade estable e integridade mecánica na fabricación de aceiro EAF de alto volume
O electrodo de grafito RP (Potencia Regular) de 400 mm está deseñado para fornos de arco eléctrico (EAF) que funcionan en condicións de enerxía estándar. Ofrece condutividade de corrente fiable, estabilidade de arco e integridade mecánica, polo que é moi axeitado para as instalacións de produción de aceiro carbono e aliaxe con producións anuais superiores a 500.000 toneladas métricas.
Electrodo de grafito de potencia regular (RP) de 350 mm: eficiencia mellorada para fornos de arco eléctrico de mediana capacidade
O electrodo de grafito RP de 350 mm ofrece un forte equilibrio de condutividade, estabilidade térmica e rendibilidade. Deseñado para EAF de media capacidade, ten un rendemento fiable na fabricación continua de aceiro e na produción de ferroaliaxes. Unha opción intelixente para reducir o uso de enerxía e mellorar a estabilidade operativa.
Electrodo de grafito UHP de 550 mm
O electrodo de grafito UHP de 550 mm, coñecido pola súa excelente condutividade e estabilidade térmica, aplícase amplamente en fornos de arco eléctrico (EAF) e en fornos de cuchara (LF). Admite unha fusión eficiente e estable e refinado de aceiro e metais non férreos, mellorando significativamente a velocidade de fusión e a eficiencia enerxética ao tempo que garante a pureza do metal e a calidade do produto. É un consumible básico na produción metalúrxica moderna, cumprindo as estritas demandas das plantas de aceiro e metais non férreos a gran escala.
Electrodo de grafito de potencia regular (RP) de 300 mm: solución fiable para hornos de arco eléctrico de pequeno e mediano
O electrodo de grafito RP de 300 mm ofrece unha solución rendible e estable para EAF de pequeno e mediano tamaño, que ofrece unha condutividade fiable e unha excelente resistencia á oxidación para a produción de aceiro carbono, silicio e fósforo.

Electrodo de grafito RP de 600 mm - Visión xeral técnica e aplicacións
O electrodo de grafito RP de 600 mm é ideal para EAF de potencia media, fornos de cuchara e aplicacións de metalurxia, proporcionando arcos estables, reducindo o consumo e mellorando a eficiencia enerxética para a produción de aceiro e aliaxes.

Electrodo de grafito HP de 350 mm: solución de alto rendemento para aplicacións EAF e LF
O electrodo de grafito HP de 350 mm é ideal para a fabricación de aceiro EAF, o refinado secundario LF e a produción de aliaxes SAF, axeitado para a fusión de aceiro carbono e metais non férreos, garantindo un rendemento de arco estable e unha pureza superior do metal.

Electrodo de grafito UHP de 500 mm
O electrodo de grafito de ultra alta potencia (UHP) de 500 mm é un consumible clave amplamente utilizado na fabricación de aceiro de fornos de arco eléctrico (EAF) e na metalurxia de alta temperatura. A súa excelente condutividade eléctrica e resistencia ao choque térmico permiten unha fusión eficiente e un refino secundario, mellorando a eficiencia da produción e a calidade do aceiro.

Electrodos de grafito RP
Os electrodos de grafito RP úsanse amplamente en fornos de arco eléctrico pequenos e medianos para a produción de aceiro, silicio, fósforo e aluminio. Son axeitados para densidades de corrente moderadas, ofrecendo unha excelente condutividade eléctrica e estabilidade térmica, un consumible esencial nos procesos metalúrxicos tradicionais.

Electrodos de grafito HP
Os electrodos de grafito HP son amplamente utilizados na fabricación de aceiro de fornos de arco eléctrico, procesos metalúrxicos e electrólise a alta temperatura. A súa excelente condutividade e resistencia á calor melloran significativamente a eficiencia da fundición e a calidade do produto, polo que son esenciais na metalurxia moderna.

Electrodos de grafito de ultra alta potencia (UHP).
Os electrodos de grafito UHP son amplamente utilizados na fabricación de aceiro de fornos de arco eléctrico, ofrecendo alta condutividade, excelente resistencia á calor e resistencia mecánica, mellorando significativamente a eficiencia da fundición e a calidade do produto, polo que son esenciais na produción de aceiro moderna.
Electrodo de grafito
Visión xeral da empresa A nosa empresa produce principalmente electrodos de grafito de Ø200 mm a Ø1400 mm en po...
Electrodo de grafito UHP de 300 mm: solución premium de grafito de ultra alta potencia para sistemas EAF de alto rendemento
Adecuado para fornos de arco eléctrico de alta potencia, fornos de refinación de cucharas e fornos de ferroaliaxe, o electrodo de grafito UHP de 300 mm ofrece unha condutividade eléctrica e unha resistencia á calor excepcionales, polo que é unha solución de electrodo ideal para a fundición de alta velocidade e a fabricación de aceiro eficiente enerxéticamente.

Electrodo de grafito RP de 550 mm: solución de alto rendemento para hornos de arco eléctrico de gran capacidade
Ideal para fornos de arco eléctrico de gran capacidade (EAF), fornos de cuchara (LF) e fornos de arco mergullado (SAF). Amplamente utilizado en plantas de aceiro de alto rendemento e produción de ferroaliaxes, especialmente para instalacións que superan as 700.000 toneladas anuais co obxectivo de reducir o consumo de electrodos e mellorar a estabilidade do proceso.

Electrodo de grafito UHP de 650 mm/700 mm
Os electrodos de grafito UHP de 650 mm e 700 mm son esenciais para operacións EAF e LF a gran escala, permitindo unha fusión eficiente de chatarra e un refinado de aceiro preciso. A súa condutividade eléctrica superior, resistencia térmica e resistencia mecánica garanten un rendemento fiable en condicións industriais extremas, polo que son fundamentais para mellorar a produción e a calidade do aceiro na metalurxia moderna.