











Produktai














{kind=link}
{kind=link}
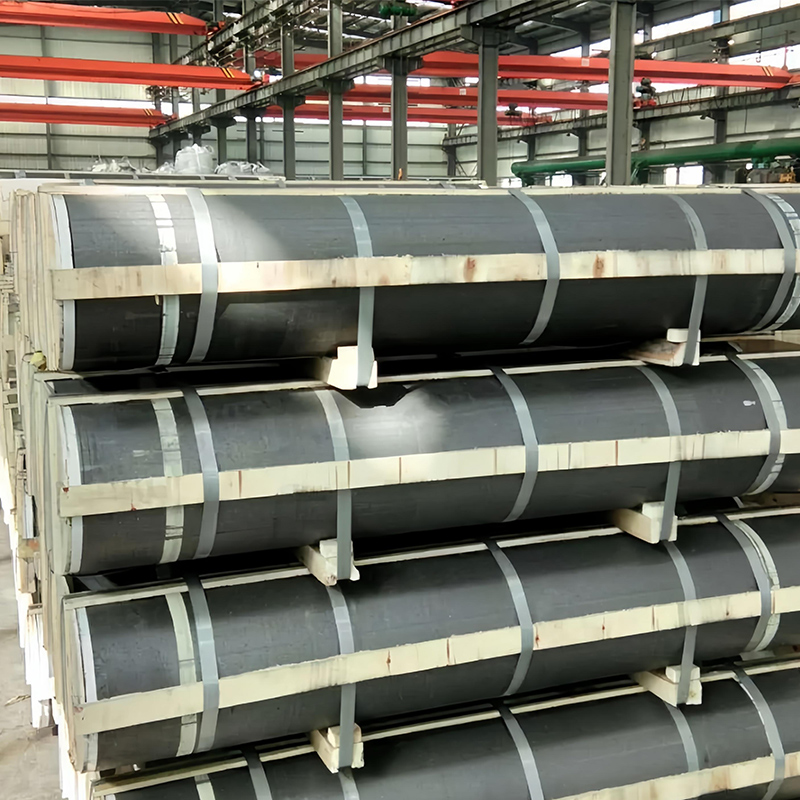
450 mm didelės galios (HP) grafito elektrodas - optimizuotas geltonam fosforo ir nerūdijančio plieno lydymui
450 mm HP grafito elektrodas yra optimizuotas geltonojo fosforo ir nerūdijančio plieno lydymosi metu, užtikrinantis puikų laidumą, šiluminio smūgio atsparumą ir oksidacijos patvarumą atliekant didelio krūvio operacijas.
Aprašymas
žymeklis
Pagrindinis aprašymas
450 mm didelės galios (HP) grafito elektrodas yra specialiai sukurtas aukštos temperatūros elektrinių lydymosi operacijoms, įskaitant geltono fosforo gamybą povandeninės lanko krosnys (SAF) ir nerūdijančio plieno rafinavimas elektrinėse lanko krosnyse (EAF). Šis elektrodas, kurio srovės tankio diapazonas yra 15–24 A/cm², užtikrina nuoseklų elektrinį efektyvumą ir struktūrinį vientisumą esant didelėms šiluminėms ir mechaninėms apkrovoms.
HP grafito elektrodo parametrai - 450 mm
| Daiktas | Vienetas | Elektrodas | Spenelis |
| Atsparumas | μΩ · m | 5,2 ~ 6,5 | 3.5 ~ 4,5 |
| Lenkimo stiprumas | MPA | ≥ 11,0 | ≥ 22,0 |
| Elastinis modulis | GPA | ≤ 12,0 | ≤ 15,0 |
| Birių tankis | g/cm³ | 1,68 ~ 1,73 | 1,78 ~ 1,83 |
| Šilumos išsiplėtimas cte | 10⁻⁶/℃ | ≤ 2,0 | ≤ 1,8 |
| Pelenų turinys | % | ≤ 0,2 | ≤ 0,2 |
| Leidžiama srovė | A | - | 25000–40000 |
| Dabartinis tankis | A/cm² | - | 15–24 |
| Tikrasis skersmuo | mm | Maksimalus 460 min 454 | - |
| Tikrasis ilgis | mm | 1800 ~ 2400 pritaikomas | - |
| Ilgio tolerancija | mm | ± 100 | - |
| Trumpas ilgis | mm | - | - |
Žaliavos ir gamybos procesas
Elektrodas gaminamas iš žaliavos mišinio, sudaryto iš 60% aukščiausios kokybės adatos kokso (gaunamas iš Japonijos ir Pietų Korėjos) ir 5% žingsnio kokso, kad padidintų šiluminio smūgio atsparumą ir mechaninį stiprumą. Modifikuotas anglių deguto žingsnis naudojamas kaip segtuvas, siekiant užtikrinti gilų žingsnio impregnavimą ir optimalų anglies sujungimą.
Formavimas atliekamas naudojant hibridinę techniką, integruojančią vibracijos sutankinimą ir izostatinį presavimą. Šis patobulintas procesas užtikrina vienodą tankio pasiskirstymą, sumažėjusį vidinį mikro-defektą ir pagerina izotropiją.
Grafavimas atliekamas esant 3000 ° C temperatūrai, siekiant sustiprinti kristalinį išlyginimą, todėl mažesnė elektrinė varža ir pagerintas šilumos laidumas. Tada elektrodai yra naudojami antriniame impregnavimo procese, kad būtų sumažintas poringumas ir dar labiau padidinama atsparumas oksidacijai.
Taikymo apimtis
● Povandeninės lanko krosnys (SAF) geltonojo fosforo (P₄) lydymosi
● Elektrinė lanko krosnys (EAF) nerūdijančio plieno gamybai
● Vidutinės ar didelės apkrovos feroallloy ir neferorus metalinis lydymas
Operatyviniai ir aplinkos aspektai
●Tvarkymas ir transportas:Naudokite susidūrimui atsparius šakinius krautuvus; Elektrodai turi būti laikomi vieno sluoksnio horizontaliose konfigūracijose, kad būtų išvengta mechaninio įtempio ar sriegio pažeidimų.
●Diegimas:Sriegių paviršius prieš sujungimą reikia valyti sausu suslėgtu oru. Venkite naudoti metalinius šepetėlius ar abrazyvinius įrankius.
●Energijos suvartojimas:Apytikslis gamybos energijos sunaudojimas yra 7500 kWh už toną.
●Aplinkos laikymasis:Norint atitikti aplinkos nuo išmetamųjų teršalų išmetimo standartus, reikalaujama išmetamųjų dujų apdorojimo sistemos, įskaitant desulfurizacijos ir dulkių surinkimo įrenginius.
Našumo santrauka
450 mm HP grafito elektrodas siūlo puikų šilumos laidumą, mechaninį stiprumą ir atsparumą oksidacijai. Jos tikslumo gamyba ir didelio grynumo žaliavos užtikrina ilgesnį aptarnavimo tarnavimo laiką, sumažėjusį elektrodų suvartojimą tonoje metalo ir patikimas efektyvumas atliekant energiją reikalaujančias elektrines krosnies operacijas.
 Graphite Electrode – Optimized for Yellow Phosphorus and Stainless Steel Smelting")
 Graphite Electrode – Optimized for Yellow Phosphorus and Stainless Steel Smelting")
Susisiekite su mumis
Susiję populiarūs produktai

Grafiruotas naftos koksas (GPC)
GPC yra būtinas UHP grafito elektrodų gamyboje, plieno pertvarkyme, akumuliatorių anoduose ir aliuminio katoduose, siūlančiuose ypač mažą sierą, aukštą grynumą, puikų laidumą ir šiluminį stabilumą pažengusiems metalurgijos ir energetikos pramonėms.

Grafito laužo produkto specifikacijos-didelio grynumo anglies medžiaga, skirta grafito elektrodams
Didelio gryno grafito laužo yra plačiai naudojamas elektros lanko krosnies ir krosnių elektrodų gamyboje, padidindamas elektrodų laidumą ir šiluminį atsparumą efektyviam lydymui ir tvaresniam perdirbimui.

Individualūs grafito specialios formos dalys Tikslios apdirbtos grafito komponentai
Specialios formos grafito dalys yra gyvybiškai svarbios metalurgijos, liejimo, puslaidininkio, PV ir aukšto TEMP pelėsių sistemose dėl puikaus laidumo, šiluminio stabilumo ir cheminio atsparumo.

300 mm UHP grafito elektrodas-„Premium Ultra“ didelės galios grafito sprendimas aukšto našumo EAF sistemoms
Tinka didelės galios elektrinės lanko krosnims, keblioms rafinuotoms krosnims ir feroalloy krosnims, 300 mm UHP grafito elektrodas siūlo išskirtinį elektros laidumą ir šilumos atsparumą, todėl jis yra idealus elektrodo sprendimas greitųjų lydymui ir energijai efektyviai.

550 mm UHP grafito elektrodas
550 mm UHP grafito elektrodas, žinomas dėl puikaus laidumo ir šiluminio stabilumo, yra plačiai naudojamas elektrinėse lanko krosnyse (EAF) ir „Ladle“ krosnyse (LF). Tai palaiko veiksmingus, stabilų plieno ir negalvių metalų tirpimą ir rafinavimą, žymiai pagerindamas lydymosi greitį ir energijos vartojimo efektyvumą, tuo pačiu užtikrinant metalo grynumą ir produkto kokybę. Tai yra pagrindinė suvartojama šiuolaikinėje metalurgijos gamyboje, tenkinančioje griežtus didelio masto plieno ir nefervinių metalų augalų poreikius.

300 mm HP grafito elektrodas - didelės galios tirpalas lanko krosnims
300 mm HP grafito elektrodas yra skirtas elektrinėms lanko krosnims, kojų krosnims ir panardintoms lanko krosnims plieno ir feroalloy gamyboje. Jis patikimai veikia esant aukštai temperatūrai ir didelėms srovėms, siūlydamas stabilų laidumą, mažą šiluminį plėtimėją ir didelį lydymosi efektyvumą-tai reikliam metalurgijos aplinkai.

Itin didelės galios (UHP) grafito elektrodai
UHP grafito elektrodai yra plačiai naudojami elektriniame lanko krosnies plieniniame gaminime, siūlančiame didelį laidumą, puikų atsparumą šilumai ir mechaninį stiprumą, žymiai pagerindami lydymo efektyvumą ir produkto kokybę, todėl jie yra svarbūs šiuolaikinei plieninei gamybai.

550 mm didelės galios grafito elektrodas (HP)-pagal užsakymą pagaminta pagal užsakymą didelės apkrovos programoms
550 mm didelės galios grafito elektrodas yra pritaikytas, nestandartinis produktas, pritaikytas didelės talpos panardintoms lanko krosnims (SAF). Jis siūlo išskirtinį šiluminį stabilumą, elektrinį laidumą ir mechaninį stiprumą, plačiai naudojamą ekstremaliomis lydymo sąlygomis, tokiomis kaip mangano lydinio gamyba.

350 mm UHP grafito elektrodas - „Premium Ultra“ didelės galios sprendimas EAF plieno gamybai
350 mm UHP grafito elektrodas yra idealus didelės talpos EAF plieno gamybai, leidžiančiai greitai tirpinti laužą ir DRI, naudojant stabilią srovę ir mažą suvartojimą. Jis taip pat tinka rafinuotoms ir aukštos temperatūros feroallloy ir nefervuojančiam metaliniam lydymui, padidinant produktyvumą ir plieno grynumą.

500 mm RP grafito elektrodas-patobulintas didelio masto elektrinio lanko krosnių našumas
500 mm RP grafito elektrodas yra skirtas didelės talpos EAF, siūlančiai puikų laidumą, mechaninį stiprumą ir šiluminį stabilumą. Išplėstinė gamyba užtikrina mažą atsparumą ir didelę šiluminę varžą, sumažinant elektrodų suvartojimą ir padidina plieno gamybos efektyvumą-ekonomišką sprendimą.

450 mm UHP grafito elektrodo techninė apžvalga
450 mm ypač didelės galios (UHP) grafito elektrodas yra kritinis suvartojimas, plačiai naudojamas elektrinėje lanko krosnyje (EAF) plieninėje gamyboje, plekšnių rafinavime ir ne šaldytinėje metalurgijoje. Tai suteikia puikų elektrinį laidumą, atsparumą šiluminiam šokui ir mechaninį stiprumą, kad būtų optimizuotas krosnies veikimas ir plieno kokybė.

Grafito elektrodas
Bendrovės apžvalga Mūsų įmonė daugiausia gamina nuo Ø200 mm iki Ø1400 mm grafito elektrodų įprastu POW ...
500 mm didelės galios (HP) grafito elektrodas - techninės specifikacijos ir taikymo apžvalga
500 mm HP grafito elektrodas yra pritaikytas EAF, viršijančiam daugiau nei 300 tonų. Tai užtikrina stabilų našumą esant dideliam šilumai ir apkrovai, turinčioms didelį laidumą, stiprų atsparumą oksidacijai ir mažą šiluminį išsiplėtimą - sunaudojant sunaudojimą ir padidinant plieno gamybos efektyvumą.

HP grafito elektrodai
HP grafito elektrodai yra plačiai naudojami elektriniame lanko krosnies plieniniame gaminime, metalurgijos procesuose ir aukštos temperatūros elektrolizėje. Jų puikus laidumas ir atsparumas šilumai žymiai pagerina lydymosi efektyvumą ir produkto kokybę, todėl jie yra būtini šiuolaikinėje metalurgijoje.

Pusiau grafinis naftos koksas (SGPC)
SGPC yra plačiai naudojamas EAF plieno gamyboje, liejyklose ir elektrodų gamyboje kaip ekonomiškai efektyvus karburizeris, sustiprinantis lydymosi kokybę ir pritaikytą RP elektrodų gamybą ir mažą laidumo pritaikymą.

650 mm / 700 mm RP klasės grafito elektrodai
Puikiai tinka didelio masto EAF plieno gamybai, rafinuotoms „Ladle“ ir „Ferroalloy“ gamybai. Išlaiko puikų laidumą, šiluminį stabilumą ir mechaninį stiprumą esant dideliam šiluminiam smūgiui ir didelei apkrovai.