











Produkti














{kind=link}
{kind=link}
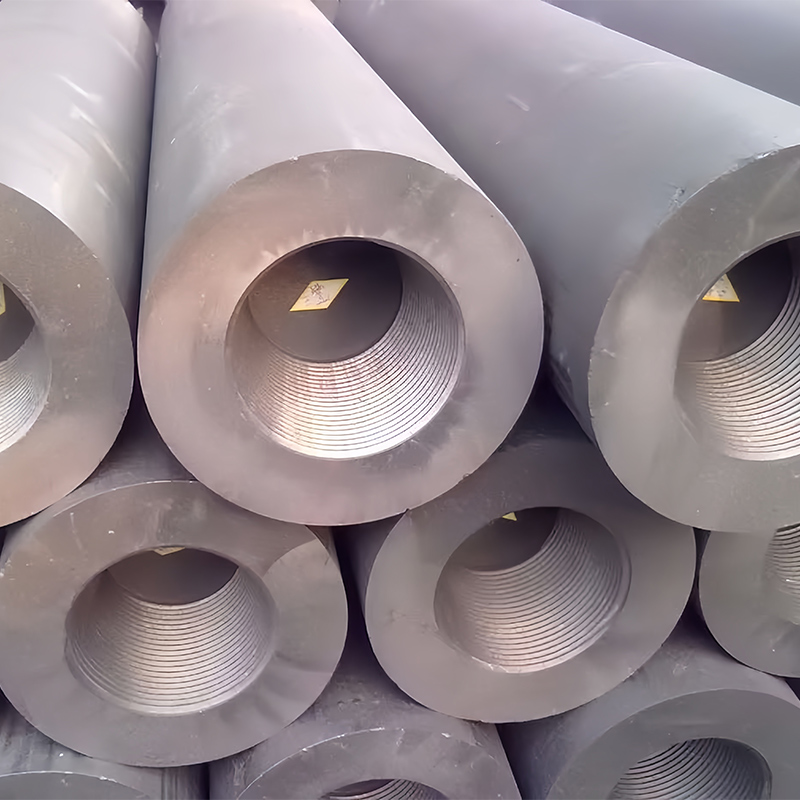
450 mm lielas jaudas (HP) grafīta elektrods - optimizēts dzeltenā fosfora un nerūsējošā tērauda kausēšanai
450 mm HP grafīta elektrods ir optimizēts dzeltenā fosfora un nerūsējošā tērauda kausēšanai, nodrošinot augstāku vadītspēju, termisko trieciena izturību un oksidācijas izturību lielas slodzes operācijās.
Apraksts
marķieris
Pamata apraksts
450 mm lielas jaudas (HP) grafīta elektrods ir īpaši izstrādāts augstas temperatūras elektriskām kausēšanas darbībām, ieskaitot dzelteno fosfora ražošanu iegremdētās loka krāsnīs (SAF) un nerūsējošā tērauda rafinēšanu elektriskās loka krāsnīs (EAF). Ar strāvas blīvuma diapazonu 15–24 A/cm² šis elektrods nodrošina konsekventu elektrisko veiktspēju un strukturālo integritāti lielās termiskās un mehāniskās slodzēs.
HP grafīta elektrodu parametri - 450 mm
| Priekšmets | Vienība | Elektrods | Krūtsgals |
| Pretestība | μω · m | 5.2 ~ 6,5 | 3,5 ~ 4,5 |
| Liekšanas izturība | MPA | ≥ 11,0 | ≥ 22,0 |
| Elastības modulis | GPA | ≤ 12,0 | ≤ 15,0 |
| Lielapjoma blīvums | G/cm³ | 1,68 ~ 1,73 | 1,78 ~ 1,83 |
| Termiskā izplešanās CTE | 10⁻⁶/℃ | ≤ 2,0 | ≤ 1,8 |
| Pelnu saturs | % | ≤ 0,2 | ≤ 0,2 |
| Pieļaujamā strāva | A | - | 25000–40000 |
| Pašreizējais blīvums | A/cm² | - | 15–24 |
| Faktiskais diametrs | mm | Max 460 min 454 | - |
| Faktiskais garums | mm | 1800 ~ 2400 pielāgojams | - |
| Garuma tolerance | mm | ± 100 | - |
| Īss garums | mm | - | - |
Izejvielas un ražošanas process
Elektrods tiek ražots no izejvielu maisījuma, kas satur 60% premium adatas koksu (iegūts no Japānas un Dienvidkorejas) un 5% piķa koksa, lai uzlabotu termisko triecienu pretestību un mehānisko izturību. Kā saistviela tiek izmantots modificēts ogļu darvas solis, lai nodrošinātu dziļu piķa impregnāciju un optimālu oglekļa savienošanu.
Veidošana tiek veikta, izmantojot hibrīda paņēmienu, kas integrē vibrācijas sablīvēšanos un izostatisku presēšanu. Šis uzlabotais process nodrošina vienmērīgu blīvuma sadalījumu, samazinātu iekšējo mikro-defektu un uzlabotu izotropiju.
Grafitizācija tiek veikta maksimālā temperatūrā, kas tuvojas 3000 ° C, lai uzlabotu kristālisko izlīdzināšanu, kā rezultātā rodas zemāka elektriskā pretestība un uzlabota siltumvadītspēja. Pēc tam elektrodi tiek pakļauti sekundāram piesūcināšanas procesam, lai samazinātu porainību un vēl vairāk uzlabotu oksidācijas izturību.
Lietojumprogrammu tvērums
● Iegremdētas loka krāsnis (SAF) dzeltenai fosforam (p₄) kausēšanai
● Elektriskās loka krāsnis (EAF) nerūsējošā tērauda ražošanai
● Vidēja vai augstas slodzes ferroally un bezkrāsaina metāla kausēšana
Darbības un vides apsvērumi
●Pārvietošanās un transports:Izmantojiet pret sadursmēm izturīgus autokrāvējus; Elektrodi jāuzglabā viena slāņa horizontālās konfigurācijās, lai novērstu mehānisko spriegumu vai vītņu bojājumus.
●Instalācija:Pirms savienojuma vītņu virsmas jātīra ar sausu saspiestu gaisu. Izvairieties no metāla suku vai abrazīvu instrumentu izmantošanas.
●Enerģijas patēriņš:Aptuvenā ražošanas enerģijas patēriņš ir 7500 kWh uz tonnu.
●Atbilstība videi:Lai izpildītu vides emisijas standartus, ir vajadzīgas dūmgāzes apstrādes sistēmas, ieskaitot desulfurizācijas un putekļu savākšanas vienības.
Veiktspējas kopsavilkums
450 mm HP grafīta elektrods piedāvā augstāku siltumvadītspēju, mehānisko izturību un pretestību oksidācijā. Tās precizitātes ražošana un augstas tīrības izejvielas nodrošina pagarinātu kalpošanas laiku, samazinātu elektrodu patēriņu uz tonnu metāla un uzticamu veiktspēju energoietilpīgās elektriskās krāsns darbībās.
 Graphite Electrode – Optimized for Yellow Phosphorus and Stainless Steel Smelting")
 Graphite Electrode – Optimized for Yellow Phosphorus and Stainless Steel Smelting")
Sazinieties ar mums
Saistītie populārie produkti

HP grafīta elektrodi
HP grafīta elektrodus plaši izmanto elektriskās loka krāsns tērauda ražošanā, metalurģiskos procesos un augstas temperatūras elektrolīzē. Viņu lieliskā vadītspēja un karstuma izturība ievērojami uzlabo kausēšanas efektivitāti un produktu kvalitāti, padarot tās būtiskas mūsdienu metalurģijā.

Grafīta plāksnes - pielāgotas izmēri | Augstas tīrības naftas koksa bāzes materiāls
Ideāli piemērots lietošanai metalurģiskās krāsnīs, vakuuma sistēmās, ķīmiskajā aprīkojumā un precīzās grafīta apstrādē. Augstas temperatūras izturīgs, ķīmiski stabils un izstrādāts prasīgai rūpnieciskai lietošanai.

500 mm RP grafīta elektrods-uzlabota veiktspēja liela mēroga elektrisko loka krāsnīm
500 mm RP grafīta elektrods ir paredzēts lielas ietilpības EAF, piedāvājot izcilu vadītspēju, mehānisko stiprību un termisko stabilitāti. Papildu ražošana nodrošina zemu pretestību un augstu termisko pretestību, samazinot elektrodu patēriņu un palielinot tērauda ražošanas efektivitāti-rentablu risinājumu.

Grafīta elektrodu sprauslas
Grafīta elektrodu sprauslas ir kritiskas sastāvdaļas, ko izmanto, lai savienotu elektrodu kolonnu sekcijas, kas plaši pielietotas augstas temperatūras rūpniecības aprīkojumā, piemēram, elektriskās loka krāsnīs (EAF), kausu krāsnīs (LF) un iegremdētās loka krāsnīs (SAF).
650 mm / 700mm UHP grafīta elektrods
650 mm un 700 mm UHP grafīta elektrodi ir nepieciešami liela mēroga EAF un LF operācijām, nodrošinot efektīvu lūžņu kausēšanu un precīzu tērauda rafinēšanu. Viņu augstākā elektriskā vadītspēja, termiskā pretestība un mehāniskā izturība nodrošina ticamu veiktspēju ārkārtējos rūpniecības apstākļos, padarot tos kritiskus, lai uzlabotu izejas un tērauda kvalitāti mūsdienu metalurģijā.

450 mm UHP grafīta elektrodu tehniskais pārskats
450 mm īpaši augstas jaudas (UHP) grafīta elektrods ir kritisks patērējams, ko plaši izmanto elektriskās loka krāsns (EAF) tērauda ražošanā, kausu rafinēšanā un nederīgajā metalurģijā. Tas nodrošina izcilu elektrisko vadītspēju, termisko triecienu pretestību un mehānisku izturību, lai optimizētu krāsns veiktspēju un tērauda kvalitāti.

350 mm UHP grafīta elektrods - premium ultra augstas enerģijas šķīdums EAF tērauda ražošanai
350 mm UHP grafīta elektrods ir ideāli piemērots lielas ietilpības EAF tērauda ražošanai, ļaujot ātri izkausēt lūžņus un DRI ar stabilu strāvu un zemu patēriņu. Tas ir piemērots arī kausu rafinēšanai un augstas temperatūras ferroally un nederīgajam metālam kausēšanai, uzlabojot produktivitāti un tērauda tīrību.

Grafīta lūžņu produktu specifikācijas-augstas tīrības oglekļa materiāls grafīta elektrodiem
Augstas tīrības grafīta lūžņi tiek plaši izmantoti elektriskās loka krāsns un kausu krāsns elektrodu ražošanā, uzlabojot elektrodu vadītspēju un termisko pretestību efektīvai kausēšanai un ilgtspējīgai pārstrādei.

650 mm / 700 mm RP klases grafīta elektrodi
Lieliski piemērots liela mēroga EAF tērauda ražošanai, kausa rafinēšanai un ferroallas ražošanai. Uztur augstāku vadītspēju, termisko stabilitāti un mehānisko stiprību ar lielu termisko triecienu un smagu slodzi.

600 mm UHP grafīta elektrods
600 mm UHP grafīta elektrods tiek plaši izmantots elektriskās loka krāsnīs (EAF) un kausu krāsnīs (LF), kas piemērotas augstas temperatūras un augstas slodzes operācijām. Ar lielisku elektrisko vadītspēju, termisko triecienu pretestību un zemu patēriņu tas ir ideāli piemērots, lai kausētu lūžņus, DRI un nederīgos metālus, padarot to par vēlamo izvēli progresējošiem metalurģiskiem pielietojumiem.

450 mm RP grafīta elektrods-optimizēta vadītspēja un rentabla veiktspēja lielām elektriskām loka krāsnīm
450 mm RP grafīta elektrods ir izstrādāts lielām elektriskām loka krāsnīm, piedāvājot augstu vadītspēju, lielisku oksidācijas izturību un termisko stabilitāti. Papildu ražošana nodrošina zemu pretestību un spēcīgu mehānisko izturību, samazinot elektrodu patēriņu uz tonnu un palielinot ražošanas efektivitāti-ideālu izvēli rentablai tērauda ražošanai.

350 mm parastās jaudas (RP) grafīta elektrods-uzlabota efektivitāte vidējas ietilpības elektriskās loka krāsnīm
350 mm RP grafīta elektrods piedāvā spēcīgu vadītspējas, termiskās stabilitātes un rentabilitātes līdzsvaru. Paredzēts vidējas ietilpības EAF, tas droši darbojas nepārtrauktā tērauda ražošanā un ferroally ražošanā. Gudra izvēle enerģijas patēriņa samazināšanai un darbības stabilitātes uzlabošanai.

300 mm UHP grafīta elektrods-premium ultra augstas jaudas grafīta šķīdums augstas veiktspējas EAF sistēmām
Piemērots lieljaudas elektriskajām loka krāsnīm, kausu rafinēšanas krāsnīm un ferroally krāsnīm, 300 mm UHP grafīta elektrods piedāvā izcilu elektrisko vadītspēju un siltuma izturību, padarot to par ideālu elektrodu šķīdumu ātrgaitas kausēšanai un energoefektīvai tērauda veidošanai.

Grafīta materiālu klasifikācija elektrodiem un augstas temperatūras pielietojumiem
Grafīta produkti tiek plaši izmantoti pusvadītāju termiskos laukos, aviācijas un kosmosa sprauslās, loka krāsns elektrodos un ķīmiskās elektrolīzes sistēmās. Ar īpaši augstu tīrību, lielisku termisko pretestību un zemu elektrisko pretestību tie kalpo kā būtiski materiāli progresīvās ražošanas un enerģijas rūpniecībā.

Augstas tīrības grafīta bloki-precīzi oglekļa materiāli elektrodu, metalurģijas un termiskās pārstrādes rūpniecībai
Augstas tīrības grafīta bloki ir nepieciešami UHP elektrodu ražošanā, EDM apstrādē, vakuuma krāsns komponentos un monokristāliskajā silīcija termiskajās sistēmās-ideālas, lai prasītu augstas temperatūras, vadītspējīgu rūpniecības vidi.

RP grafīta elektrodi
RP grafīta elektrodus plaši izmanto mazās vai vidējās elektriskās loka krāsnīs tērauda ražošanai, silīcija, fosfora un alumīnija ražošanai. Tie ir piemēroti mērenai strāvas blīvumam, piedāvājot izcilu elektrisko vadītspēju un termisko stabilitāti - būtisku patērējamu tradicionālajos metalurģiskajos procesos.