











Produkti














 Graphite Electrodes")
{kind=link}
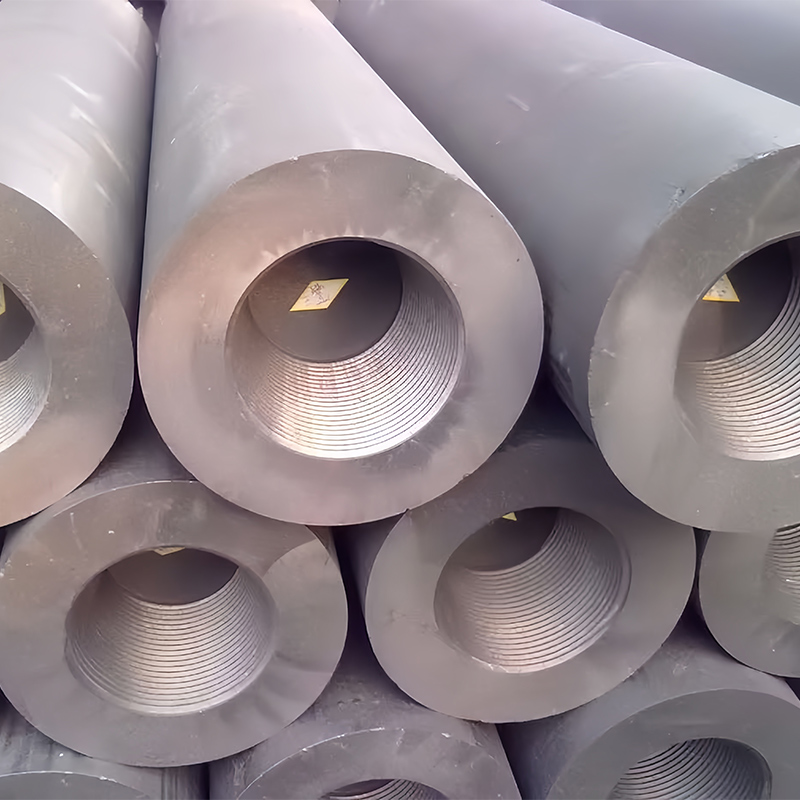
Ultra lielas jaudas (UHP) grafīta elektrodi
UHP grafīta elektrodus plaši izmanto elektriskās loka krāsns tērauda ražošanā, piedāvājot augstu vadītspēju, lielisku siltuma izturību un mehānisku izturību, ievērojami uzlabojot kausēšanas efektivitāti un produktu kvalitāti, padarot tos par būtiskiem mūsdienu tērauda ražošanā.
Apraksts
marķieris
Pamata apraksts
Galvenā izejviela īpaši augstas enerģijas grafīta elektrodu korpusa ražošanai ir importēts adatas kokss, kas balstīts uz eļļu. Ražošanas process ietver sasmalcināšanu, skrīningu, dozēšanu, sajaukšanu, veidošanos, cepšanu, augsta spiediena piesūcināšanu, sekundāru cepšanu, grafitizāciju un apstrādi. Sprauslas tiek izgatavotas no importētā adatas, kas balstīta uz eļļu, izmantojot trīskāršu impēržas procesu un četrkāršu cepšanu.
UHP grafīta elektrodu tehniskās specifikācijas
| Parametrs | Vienība | Nominālais diametrs (mm) | 250 ~ 400 | 450 ~ 550 | 600 ~ 700 |
| Pretestība | μω · m | Elektrods | 4,8 ~ 5,8 | 4.5 ~ 5,6 | 4.5 ~ 5,4 |
| Krūtsgals | 3,4 ~ 4,0 | 3,4 ~ 3,8 | 3.0 ~ 3,6 | ||
| Liekšanas izturība | MPA | Elektrods | ≥ 12,0 | ≥ 12,0 | ≥ 10,0 |
| Krūtsgals | ≥ 22,0 | ≥ 22,0 | ≥ 24,0 | ||
| Elastības modulis | GPA | Elektrods | ≤ 13.0 | ≤ 13.0 | ≤ 13.0 |
| Krūtsgals | ≤ 18,0 | ≤ 18,0 | ≤ 20,0 | ||
| Lielapjoma blīvums | G/cm³ | Elektrods | 1,68 ~ 1,73 | 1,68 ~ 1,72 | 1,68 ~ 1,72 |
| Krūtsgals | 1,78 ~ 1,84 | 1,78 ~ 1,84 | 1,80 ~ 1,86 | ||
| Termiskās izplešanās koeficients (CTE) | 10⁻⁶/° C | Elektrods | ≤ 1,2 | ≤ 1,2 | ≤ 1,2 |
| Krūtsgals | ≤ 1,0 | ≤ 1,0 | ≤ 1,0 | ||
| Pelnu saturs | % | ≤ 0,2 | ≤ 0,2 | ≤ 0,2 |
UHP grafīta elektrodu sprauslu tehniskās specifikācijas
| Nominālais diametrs (mm) | Pieļaujamā strāva (a) | Pašreizējais blīvums (A/cm²) |
| 250 | 9000 ~ 14000 | 18 ~ 25 |
| 300 | 15000 ~ 22000 | 20 ~ 30 |
| 350 | 20000 ~ 30000 | 20 ~ 30 |
| 400 | 25000 ~ 40000 | 16 ~ 24 |
| 450 | 32000 ~ 45000 | 19 ~ 27 |
| 500 | 38000 ~ 55000 | 18 ~ 27 |
| 550 | 45000 ~ 65000 | 18 ~ 27 |
| 600 | 52000 ~ 78000 | 18 ~ 27 |
| 650 | 70000 ~ 86000 | 21 ~ 25 |
| 700 | 73000 ~ 96000 | 18 ~ 24 |
Sazinieties ar mums
Saistītie populārie produkti

Grafitizēts naftas kokss (GPC)
GPC ir būtisks UHP grafīta elektrodu ražošanā, tērauda atkārtotos gadījumos, akumulatora anodos un alumīnija katodos, piedāvājot īpaši zemu sēru, augstu tīrību, lielisku vadītspēju un termisko stabilitāti progresējošai metalurģijas un enerģijas nozarei.

300 mm parastās jaudas (RP) grafīta elektrods - uzticams šķīdums mazām vai vidējām elektriskām loka krāsnīm
300 mm RP grafīta elektrods piedāvā rentablu un stabilu šķīdumu maziem vai vidējiem EAF, nodrošinot uzticamu vadītspēju un lielisku pretestību oksidācijai oglekļa tērauda, silīcija un fosfora ražošanai.

450 mm RP grafīta elektrods-optimizēta vadītspēja un rentabla veiktspēja lielām elektriskām loka krāsnīm
450 mm RP grafīta elektrods ir izstrādāts lielām elektriskām loka krāsnīm, piedāvājot augstu vadītspēju, lielisku oksidācijas izturību un termisko stabilitāti. Papildu ražošana nodrošina zemu pretestību un spēcīgu mehānisko izturību, samazinot elektrodu patēriņu uz tonnu un palielinot ražošanas efektivitāti-ideālu izvēli rentablai tērauda ražošanai.

300 mm HP grafīta elektrods - lielas strāvas šķīdums loka krāsnīm
300 mm HP grafīta elektrods ir paredzēts elektriskām loka krāsnīm, kausu krāsnīm un iegremdētām loka krāsnīm tērauda un ferroaloka ražošanā. Tas darbojas ticami augstas temperatūras un augstas strāvas apstākļos, piedāvājot stabilu vadītspēju, zemu termisko izplešanos un augstu kušanas efektivitāti-ideāli prasīgai metalurģiskai videi.

Pielāgoti grafīta īpašas formas detaļas Precīzi apstrādātas grafīta komponenti
Grafīta īpašās formas detaļas ir būtiskas metalurģijas, liešanas, pusvadītāju, PV un augstas temperatūras pelējuma sistēmās, pateicoties to lieliskajai vadītspējai, termiskajai stabilitātei un ķīmiskajai izturībai.

Oglekļa elektrodi: profesionāls pārskats un lietojumi
Oglekļa elektrods, tas ir produkts, kas piemērots pretestības elektriskajai loka krāsnei. Tas ir piemērots silīcija dzelzs ražošanai utt. Tas ir enerģijas taupošs atjaunināts produkts metāla kausēšanai. Oglekļa elektrodu izvēle var dot jums vairāk ekonomisku ieguvumu.

650 mm / 700 mm RP klases grafīta elektrodi
Lieliski piemērots liela mēroga EAF tērauda ražošanai, kausa rafinēšanai un ferroallas ražošanai. Uztur augstāku vadītspēju, termisko stabilitāti un mehānisko stiprību ar lielu termisko triecienu un smagu slodzi.

Augstas tīrības grafīta bloki-precīzi oglekļa materiāli elektrodu, metalurģijas un termiskās pārstrādes rūpniecībai
Augstas tīrības grafīta bloki ir nepieciešami UHP elektrodu ražošanā, EDM apstrādē, vakuuma krāsns komponentos un monokristāliskajā silīcija termiskajās sistēmās-ideālas, lai prasītu augstas temperatūras, vadītspējīgu rūpniecības vidi.
500 mm lielas jaudas (HP) grafīta elektrods - tehniskās specifikācijas un lietojumprogrammas pārskats
500 mm HP grafīta elektrods ir pielāgots EAF virs 300 tonnām. Tas nodrošina stabilu veiktspēju ārkārtējā karstumā un slodzē ar augstu vadītspēju, spēcīgu pretestību oksidāciju un zemu termisko izplešanos - samazinot patēriņu un uzlabojot tērauda ražošanas efektivitāti.

400 mm RP grafīta elektrodu inženierija stabilai vadītspējai un mehāniskai integritātei liela apjoma EAF tērauda ražošanā
400 mm RP (parastā jaudas) grafīta elektrods ir izstrādāts elektrisko loka krāsnīm (EAF), kas darbojas standarta jaudas apstākļos. Tas piedāvā uzticamu strāvas vadītspēju, loka stabilitāti un mehānisko integritāti, padarot to labi piemērotu oglekļa un leģēta tērauda ražošanas iekārtām ar gada rezultātiem, kas pārsniedz 500 000 tonnu.

300 mm UHP grafīta elektrods-premium ultra augstas jaudas grafīta šķīdums augstas veiktspējas EAF sistēmām
Piemērots lieljaudas elektriskajām loka krāsnīm, kausu rafinēšanas krāsnīm un ferroally krāsnīm, 300 mm UHP grafīta elektrods piedāvā izcilu elektrisko vadītspēju un siltuma izturību, padarot to par ideālu elektrodu šķīdumu ātrgaitas kausēšanai un energoefektīvai tērauda veidošanai.

600 mm UHP grafīta elektrods
600 mm UHP grafīta elektrods tiek plaši izmantots elektriskās loka krāsnīs (EAF) un kausu krāsnīs (LF), kas piemērotas augstas temperatūras un augstas slodzes operācijām. Ar lielisku elektrisko vadītspēju, termisko triecienu pretestību un zemu patēriņu tas ir ideāli piemērots, lai kausētu lūžņus, DRI un nederīgos metālus, padarot to par vēlamo izvēli progresējošiem metalurģiskiem pielietojumiem.

500 mm RP grafīta elektrods-uzlabota veiktspēja liela mēroga elektrisko loka krāsnīm
500 mm RP grafīta elektrods ir paredzēts lielas ietilpības EAF, piedāvājot izcilu vadītspēju, mehānisko stiprību un termisko stabilitāti. Papildu ražošana nodrošina zemu pretestību un augstu termisko pretestību, samazinot elektrodu patēriņu un palielinot tērauda ražošanas efektivitāti-rentablu risinājumu.

350 mm parastās jaudas (RP) grafīta elektrods-uzlabota efektivitāte vidējas ietilpības elektriskās loka krāsnīm
350 mm RP grafīta elektrods piedāvā spēcīgu vadītspējas, termiskās stabilitātes un rentabilitātes līdzsvaru. Paredzēts vidējas ietilpības EAF, tas droši darbojas nepārtrauktā tērauda ražošanā un ferroally ražošanā. Gudra izvēle enerģijas patēriņa samazināšanai un darbības stabilitātes uzlabošanai.

600 mm lielas jaudas (HP) grafīta elektrods-izstrādāts īpaši smagu drudžu krāsns lietojumprogrammām
600 mm lieljaudas grafīta elektrods ir īpaši izstrādāts liela mēroga elektrisko loka krāsnīm (EAF) un iegremdētām loka krāsnīm (SAF). Tas nodrošina izcilu elektrisko vadītspēju, oksidācijas izturību un termisko stabilitāti, padarot to par uzticamu un efektīvu izvēli ārkārtīgi augstas temperatūras metalurģijai.

450 mm lielas jaudas (HP) grafīta elektrods - optimizēts dzeltenā fosfora un nerūsējošā tērauda kausēšanai
450 mm HP grafīta elektrods ir optimizēts dzeltenā fosfora un nerūsējošā tērauda kausēšanai, nodrošinot augstāku vadītspēju, termisko trieciena izturību un oksidācijas izturību lielas slodzes operācijās.