











Продукция
















{kind=link}
{kind=link}
450 мм высокая мощность (HP) графитный электрод - оптимизирован для желтого фосфора и плавки из нержавеющей стали
Графитовый электрод 450 мм оптимизирован для желтого фосфора и плавки из нержавеющей стали, обеспечения превосходной проводимости, сопротивления теплового шока и долговечности окисления в операциях с высокой нагрузкой.
Описание
маркер
Основное описание
Графитный электрод высокой мощности 450 мм (HP) специально разработан для высокотемпературных электрических предприятий, включая производство желтого фосфора в подводных дуговых печи (SAFS) и рафинирование нержавеющей стали в электрических дугах (EAFS). Благодаря диапазону плотности тока 15-24 а/см² этот электрод обеспечивает постоянную электрическую производительность и целостность конструкции при высоких тепловых и механических нагрузках.
HP -графитовые параметры - 450 мм
| Элемент | Единица | Электрод | Сосок |
| Удельное сопротивление | μОМ · м | 5,2 ~ 6,5 | 3,5 ~ 4,5 |
| Изгибающая сила | МПА | ≥ 11,0 | ≥ 22,0 |
| Эластичный модуль | Средний балл | ≤ 12.0 | ≤ 15,0 |
| Объемная плотность | G/CM³ | 1,68 ~ 1,73 | 1,78 ~ 1,83 |
| Тепловое расширение Cte | 10⁻⁶/℃ | ≤ 2,0 | ≤ 1,8 |
| Содержание золы | % | ≤ 0,2 | ≤ 0,2 |
| Допустимый ток | A | - | 25000–40000 |
| Плотность тока | A/CM² | - | 15–24 |
| Фактический диаметр | мм | Макс 460 мин 454 | - |
| Фактическая длина | мм | 1800 ~ 2400 настраиваемых | - |
| Допустимость длины | мм | ± 100 | - |
| Короткая длина | мм | - | - |
Сырье и производственный процесс
Электрод производится из смеси сырья, включающей 60% премиального игольчатого кока -колы (полученная из Японии и Южной Кореи) и 5% кокса шага для повышения устойчивости теплового удара и механической прочности. В качестве связующего используется модифицированная угольная смолы для обеспечения глубокой пропитки высоты и оптимальной углеродной связи.
Формирование выполняется с использованием гибридной техники, которая интегрирует вибрационное уплотнение и изостатическое прессование. Этот расширенный процесс обеспечивает равномерное распределение плотности, снижение внутренних микро-дефектов и улучшенную изотропию.
Графитизация выполняется при пиковых температурах, приближающихся к 3000 ° C для усиления кристаллического выравнивания, что приводит к более низкому электрическому удельности и улучшению теплопроводности. Затем электроды подвергаются вторичному процессу пропитки, чтобы минимизировать пористость и еще больше повысить устойчивость к окислению.
Приложение
● Погруженные дуговые печи (SAFS) для выплавки желтого фосфора (P₄)
● Электрические дуговые печи (EAFS) для производства нержавеющей стали
● Средняя до высокой нагрузки с ферроалуами и плавками из ничтожного металла
Операционные и экологические соображения
●Обработка и транспорт:Используйте устойчивые к столкновению вилочные погрузчики; Электроды должны храниться в однослойных горизонтальных конфигурациях, чтобы предотвратить механическое напряжение или повреждение резьбы.
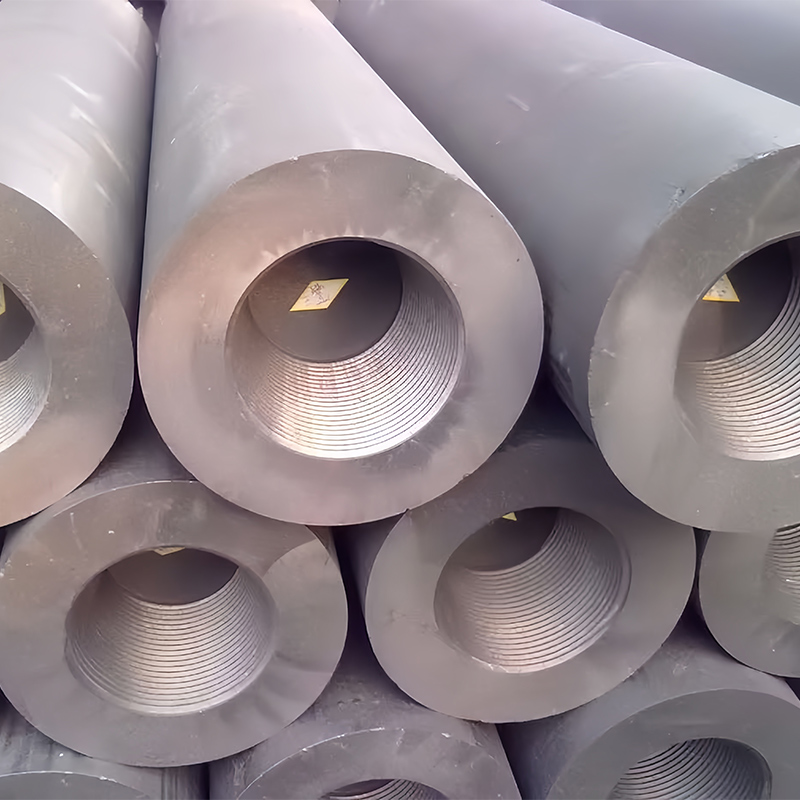
●Установка:Поверхности резьбы должны быть очищены сухим сжатым воздухом перед подключением. Избегайте использования металлических кистей или абразивных инструментов.
●Потребление энергии:Приблизительное использование энергии производства составляет 7500 кВт -ч на тонну.
●Экологическое соответствие:Системы очистки дымовых газов, в том числе подразделения десульфуризации и сбора пыли, необходимы для соответствия стандартам экологических выбросов.
Резюме производительности
Графитовый электрод 450 мм обеспечивает превосходную теплопроводность, механическую прочность и сопротивление окисления. Его точное производство и сырье высокой чистоты обеспечивают продолжительный срок службы, снижение потребления электрода на тонну металла и надежные производительности в энергоемких электропередатах.
 Graphite Electrode – Optimized for Yellow Phosphorus and Stainless Steel Smelting")
 Graphite Electrode – Optimized for Yellow Phosphorus and Stainless Steel Smelting")
связаться с нами
Связанные популярные продукты

Графитовый электрод
Обзор компании Наша компания в основном производит от Ø200 мм до Ø1400 мм графитовые электроды в обычной пауке ...

Технические характеристики продукта графитового лопа
Графитовый лом с высокой точностью широко используется в производстве электродов с электрическим дуговым печью и ковшом, повышая проводимость электродов и тепловое сопротивление для эффективного плавки и устойчивой утилизации.

РП графитовые электроды
RP -графитовые электроды широко используются в малых и средних электрических дуговых печи для изготовления стали, кремния, фосфора и производства алюминия. Они подходят для умеренной плотности тока, предлагая превосходную электрическую проводимость и тепловую стабильность - необходимые расходные материалы в традиционных металлургических процессах.

600 -миллиметровый графитный электрод - технический обзор и приложения
600-миллиметровый графитный электрод RP идеально подходит для EAF для средней мощности, коленных печей и металлургических применений, обеспечивая стабильные дуги, снижение потребления и повышенную энергоэффективность для производства стали и сплава.

Графитовые стержни-спроектированы для высокотемпературных и электродных применений
Графитовые стержни широко применяются в электрической дуговой печи (EAF) стали, обработки EDM, вакуумной и сопротивлении печи, высокотемпературной литья сплавов, электролитических и покрывающих процессов, солнечной фотоэлектрической, литиевой батареи и энергетических систем водорода. Благодаря превосходной электрической проводимости, теплостойчивости и химической стабильности, они представляют собой идеальные материалы для передовых промышленных применений, требующих высокотемпературной выносливости и точной проводимости.

450 мм RP-графитный электрод-оптимизированная проводимость и экономичная производительность для больших электрических дуговых печей
Графитный электрод 450 мм спроектирован для больших электрических дуговых печей, предлагая высокую проводимость, превосходную устойчивость к окислению и тепловую стабильность. Усовершенствованное производство обеспечивает низкое удельное сопротивление и сильную механическую прочность, снижение потребления электрода на тонну и повышение эффективности производства-идеальный выбор для экономически эффективного производства стали.

350 мм регулярные энергопотребления (RP) графитовый электрод-повышенная эффективность для печи электрических дуг средней пропускной способности средней пропускной способности
350-миллиметровый графитный электрод RP обеспечивает сильный баланс проводимости, тепловой стабильности и экономической эффективности. Разработанный для EAF средней емкости, он надежно работает в непрерывном производстве стали и ферроалуа. Умный выбор для снижения использования энергии и улучшения эксплуатационной стабильности.

300 мм регулярная энергопотребление (RP) графитовое электрод - надежное решение для малых и средних печей дуги
300-миллиметровый RP-графитный электрод предлагает экономически эффективное и стабильное решение для малых и средних EAF, обеспечивая надежную проводимость и превосходную устойчивость к окислению для производства углеродной стали, кремния и фосфора.

Пользовательские графитовые детали с точностью обработки графитов
Части специального графита жизненно важны для металлургии, литья, полупроводника, фотоэлектрических систем и высокотемностей из-за их превосходной проводимости, тепловой стабильности и химической стойкости.

500 -миллиметровый графитный электрод UHP
Графитный электрод ультра-высокой мощности 500 мм (UHP) является ключевым расходным материалом, широко используемым в стали с электрической дугой (EAF) и высокотемпературной металлургии. Его превосходная электрическая проводимость и тепловая устойчивость обеспечивают эффективное плавление и вторичное переработку, повышая эффективность производства и качество стали.

Ультра -высокая мощность (UHP) графитовые электроды
Графитовые электроды UHP широко используются в электрической дуговой печи, обеспечивая высокую проводимость, превосходную теплостойкость и механическую прочность, что значительно повышая эффективность плавки и качество продукции, что делает их важными для современного производства стали.

650 мм / 700 мм графитовые электроды класса RP
Идеально подходит для крупномасштабного производства стали EAF, переработки и производства ферроалыбели. Поддерживает превосходную проводимость, тепловую стабильность и механическую прочность при высоком тепловом шоке и тяжелой нагрузке.

Кальцинированная нефтяная кола (CPC)
Кальцинированный нефтяной кокс (CPC) имеет важное значение для производства графитовых электродов в электрических дуговых печи, анодов плавки алюминия, переоборудования в литью железа и в качестве восстановительного агента в процессах хлорида тиоарации-что делает его ключевым сырым материалом в высокотерементных металлургических и углеродных применениях.

Графитовые электроды соски
Соски графитового электрода являются критическими компонентами, используемыми для подключения секций электродных колонн, широко применяемых в высокотемпературном промышленном оборудовании, таком как электрические дуги (EAF), коленные печи (LF) и подводные дуги (SAF).

Полу графизированная нефтяная кола (SGPC)
SGPC широко используется в производстве стали EAF, литейных заводах и производства электродов в качестве экономически эффективного карбуратора, повышая качество расплава и подходящее производство электродов RP и применения с низкой проводимостью.

350 -миллиметровый графитный электрод UHP - ультра -высокое мощное решение премиум -класса для стали EAF
Графитовый электрод 350 мм идеально подходит для стали с большой пропускной способностью, обеспечивая быстрое плавление лома и DRI со стабильным током и низким потреблением. Он также подходит для рафинирования ковша и высокотемпературного сегментного сплава и неплозного металла плавки, повышения производительности и чистоты стали.
Пожалуйста, оставьте нам сообщение
- English
- French
- German
- Portuguese
- Spanish
- Russian
- Japanese
- Korean
- Arabic
- Irish
- Greek
- Turkish
- Italian
- Danish
- Romanian
- Indonesian
- Czech
- Afrikaans
- Swedish
- Polish
- Basque
- Catalan
- Esperanto
- Hindi
- Lao
- Albanian
- Amharic
- Armenian
- Azerbaijani
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Cebuano
- Chichewa
- Corsican
- Croatian
- Dutch
- Estonian
- Filipino
- Finnish
- Frisian
- Galician
- Georgian
- Gujarati
- Haitian
- Hausa
- Hawaiian
- Hebrew
- Hmong
- Hungarian
- Icelandic