



























{kind=link}
300 mm pravidelný výkonový (RP) grafitová elektróda - spoľahlivý roztok pre malé až stredné elektrické oblúkové pece
Grafitová elektróda 300 mm ponúka nákladovo efektívny a stabilný roztok pre malé až stredne veľké EAF, dodáva spoľahlivú vodivosť a vynikajúcu oxidačnú odolnosť pri výrobe uhlíkovej ocele, kremíka a fosforu.
Opis
značka
Hlavný popis
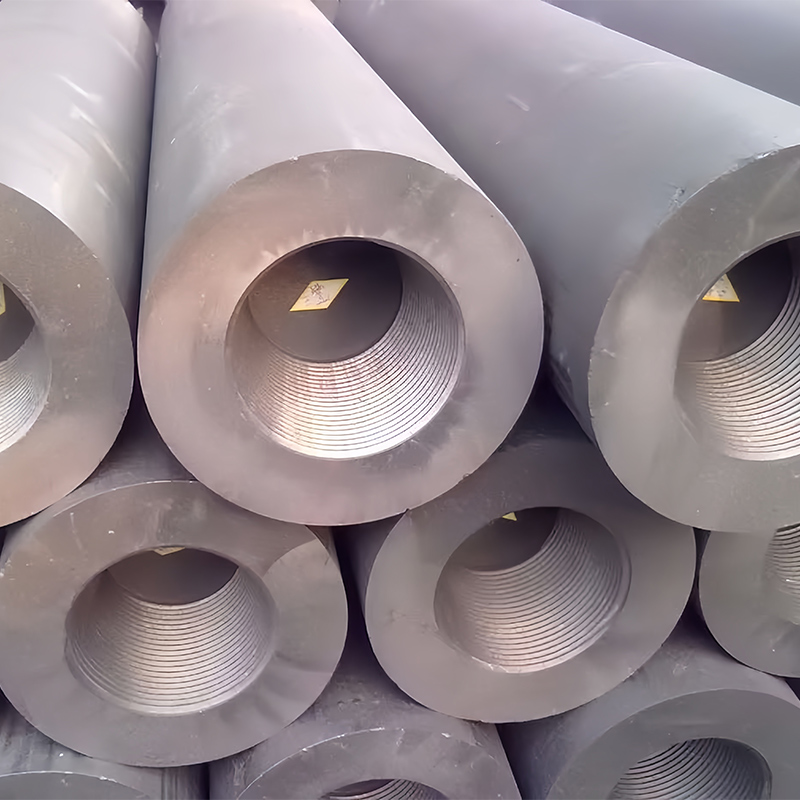
Grafitová elektróda 300 mm RP je pravidelný uhlíkový produkt na vysokej úrovni, ktorý je špeciálne navrhnutý na použitie v malých až stredných elektrických oblúkových peciach (EAFS), ako aj ponorené oblúkové pece (SAFS) používané v kremíkovej tavenovaní a výrobe žltej fosforu. Toto nákladovo efektívne, široko prijaté riešenie poskytuje stabilný elektrický a mechanický výkon v miernych prostrediach tepelného a elektrického zaťaženia.
Technické špecifikácie:
| Parameter | Jednotka | Elektróda | Bradavka |
| Odpor | μΩ · m | 7,5 ~ 8,5 | 5.8 ~ 6.5 |
| Ohybová sila | MPA | ≥ 9 | ≥ 16,0 |
| Elastický modul | GPA | ≤ 9,3 | ≤ 13,0 |
| Objemová hustota | g/cm³ | 1,55 ~ 1,63 | ≥ 1,74 |
| Koeficient tepelnej expanzie (CTE) | 10⁻⁶/° C | ≤ 2,4 | ≤ 2,0 |
| Popolček | % | ≤ 0,3 | ≤ 0,3 |
| Prípustný prúd | A | - | 10000 ~ 13000 |
| Hustota | A/cm² | - | 14 ~ 18 |
| Skutočný priemer | mm | Max: 307 min: 302 | - |
| Skutočná dĺžka | mm | 1800 (prispôsobiteľné) | - |
| Tolerancia dĺžky | mm | ± 100 | - |
| Dĺžka krátkeho pravítka | mm | -275 | - |
Suroviny a výrobný proces:
RP elektródy sa vyrábajú z kalcinovaného koksu na báze ropy ako primárna surovina, pričom ako spojivo sa používa uhoľné uhlie.
Výrobný proces zvyčajne zahŕňa:
● Kalcinácia ropného koksu pri ~ 1250 ° C
● Vytváranie sa prostredníctvom vysokotlakového vytláčania alebo formovania
● Počiatočné pečenie pri 800 - 900 ° C na stabilizáciu štruktúry
● Impregnácia vákuového výšky na zníženie pórovitosti a zlepšenie oxidačnej odolnosti
● Rebakovanie na posilnenie väzieb
● Grafitizácia pri 2800 ° C v peciach typu Acheson alebo LWG pre zvýšenú elektrickú vodivosť a štrukturálnu integritu
Celý výrobný cyklus trvá približne 45 dní v závislosti od kapacity a plánovania rastlín.
Polia aplikácie:
● Malé až stredne veľké EAF na výrobu uhlíka a zliatiny ocele
● Ponorné oblúkové pece na výrobu ferrosilikónu, kremíka metalurgického stupňa a žltého fosforu
● Zlievárne a odlievacie operácie, kde nízka spotreba elektród nie je primárnym problémom
● Metalurgické procesy s miernym prúdom a tepelným požiadavkám
Odporúčania týkajúce sa manipulácie a ukladania:
●Suché skladovanie:Uložte v prostredí bez vlhkosti a teploty, aby ste zabránili oxidácii povrchu a vnútornému poškodeniu.
●Teplotný rozsah:Ideálna teplota skladovania je 20–30 ° C
●Balenie:Ťažké drevené prepravky s vnútornými penovými nárazníkmi a filmom odolným voči vlhkosti
●Manipulácia:Používajte nekovové slučky a zdvíhacie zariadenia, aby ste zabránili poškodeniu závitových koncov. Vyhnite sa valivým elektródam na tvrdých povrchoch, aby ste zabránili štiepaniu alebo praskaniu.
Hlavné body výkonu:
● Konzistentný výkon pri pravidelných operáciách EAF
● Spoľahlivý odpor oxidácie a mechanická pevnosť
● Ekonomická voľba pre operácie s miernymi požiadavkami na výkon
● Kompatibilné s priemyselnými štandardnými bradavkami na úrovni RP
● Vyžaduje si kontrolovanú prevádzku pece kvôli jej relatívne vyššej CTE
Kontaktujte nás
Súvisiace populárne výrobky

400 mm UHP grafitová elektród
Grafitová elektróda UHP 400 mm je skonštruovaná pre vysoké elektrické oblúkové pece (EAF), panvy (LF) a ponorené oblúkové pece (SAF). Ponúka vynikajúcu vodivosť a odolnosť proti tepelnému nárazu, čo umožňuje rýchle topenie, zníženú spotrebu elektród a zvýšenú kvalitu ocele v pokročilej výrobe ocele a zliatiny.
Grafitová elektróda s vysokým výkonom 500 mm (HP) - technické špecifikácie a prehľad aplikácií
Grafitová elektróda s rozmermi 500 mm HP je prispôsobená pre EAF viac ako 300 ton. Zaisťuje stabilný výkon pri extrémnom teple a zaťažení s vysokou vodivosťou, silným odporom oxidácie a nízkou tepelnou expanziou - zníženie spotreby a zvýšenie účinnosti výroby ocele.
Grafitová elektróda UHP 650 mm / 700 mm
Grafitové elektródy UHP s rozmermi 650 mm a 700 mm sú nevyhnutné pre prevádzky EAF a LF vo veľkom meradle, čo umožňuje efektívne topenie šrotu a presné rafinácie ocele. Ich vynikajúca elektrická vodivosť, tepelná odolnosť a mechanická pevnosť zaisťujú spoľahlivý výkon za extrémnych priemyselných podmienok, čo ich robí rozhodujúcimi pre zlepšenie produkcie a kvality ocele v modernej metalurgii.

450 mm vysoko výkonná (HP) grafitová elektróda - optimalizovaná pre žltý fosfor a tavenie z nehrdzavejúcej ocele
Grafitová elektróda s rozmermi 450 mm je optimalizovaná pre žltý fosfor a tavenie z nehrdzavejúcej ocele, ktorá prináša vynikajúcu vodivosť, odolnosť proti tepelnému nárazu a trvanlivosti oxidácie vo vysokom zaťažení.

400 mm RP grafitový elektród s inžinierom pre stabilnú vodivosť a mechanickú integritu vo veľkoobjemovej výrobe ocele EAF
Grafitová elektróda s rozmermi 400 mm (pravidelný výkon) je navrhnutá pre elektrické oblúkové pece (EAF) pracujúce za štandardných výkonových podmienok. Ponúka spoľahlivú súčasnú vodivosť, stabilitu oblúka a mechanickú integritu, vďaka čomu je vhodná pre zariadenia na výrobu uhlíka a zliatiny ocele s ročnými výstupmi presahujúcimi 500 000 metrických ton.

400 mm HP Graphite Electrode-prémiové vysoko výkonné riešenie pre aplikácie EAF, LF a SAF
Grafitová elektróda 400 mm HP, ktorá sa široko používa v aplikáciách EAF, LF a SAF, ponúka vynikajúcu vodivosť, odpor s tepelným otrasom a mechanickú pevnosť - zvyšujúca výkonnosť oblúka, nižšiu spotrebu energie, rozšírenú životnosť elektród a zvýšenú účinnosť výroby ocele a zliatiny.

Grafitová elektróda 600 mm RP - technický prehľad a aplikácie
Grafitová elektróda s rozmermi 600 mm je ideálna pre stredne spotrebné EAF, navíjace pece a metalurgické aplikácie, ktoré dodávajú stabilné oblúky, zníženú spotrebu a zvýšenú energetickú účinnosť pri výrobe ocele a zliatiny.

RP grafické elektródy
RP grafitové elektródy sa široko používajú v malých až stredne elektrických oblúkových peciach na výrobu ocele, kremíka, fosforu a výrobu hliníka. Sú vhodné na miernu súčasnú hustotu, ponúkajú vynikajúcu elektrickú vodivosť a tepelnú stabilitu - nevyhnutné spotrebiteľné v tradičných metalurgických procesoch.

Grafitová elektróda s vysokým výkonom (HP) 600 mm
Grafitová elektróda s vysokým výkonom 600 mm je navrhnutá špeciálne pre rozsiahle elektrické oblúkové pece (EAF) a ponorené oblúkové pece (SAF). Dodáva vynikajúcu elektrickú vodivosť, oxidačnú odolnosť a tepelnú stabilitu, vďaka čomu je pre extrémnu vysokoteplotnú metalurgiu spoľahlivý a efektívny výber.

450 mm RP grafitová elektróda-optimalizovaná vodivosť a nákladovo efektívny výkon pre veľké elektrické oblúkové pece
Grafitová elektróda 450 mm RP je navrhnutá pre veľké elektrické oblúkové pece, ktoré ponúka vysokú vodivosť, vynikajúci oxidačný odpor a tepelnú stabilitu. Pokročilá výroba zaisťuje nízky odpor a silnú mechanickú pevnosť, znižuje spotrebu elektród na tonu a zvyšuje účinnosť výroby-ideálna voľba pre nákladovo efektívnu výrobu ocele.

Vlastné grafitové špeciálne diely presné opracované grafitové komponenty
Časti špeciálne grafitované sú životne dôležité pri metalurgii, odlievaní, polovodičových, PV a vysokovýkonných plesňových systémoch kvôli ich vynikajúcej vodivosti, tepelnej stabilite a chemickému odporu.

Grafitová elektróda
Prehľad spoločnosti naša spoločnosť vyrába hlavne Ø200 mm až Ø1400 mm grafitové elektródy v pravidelnom Pow ...

Kalcinovaný ropný koks (CPC)
Kalcinovaný ropný koks (CPC) je nevyhnutný na výrobu grafitových elektród v elektrických oblúkových peciach, anódach tavenia hliníka, rekarburistov v odlievaní železa a ako redukčné činidlo v procesoch chloridu tio₂-spôsobuje ho kľúčový surovinový materiál vo vysokej teplote metalurgie a uhlíkovo-intenzívne aplikácie.

Graphitové tyče-skonštruované pre aplikácie vysokej teploty a elektródových aplikácií
Graphitové tyče sa široko nanášajú v elektrickej oblúkovej peci (EAF), výrobu EDM, obrábanie, vákuum a odporové vykurovanie pece, odlievanie zliatiny s vysokou teplotou, elektrolytické a pokovovacie procesy, solárne fotovoltaické, lítiové batérie a systémy hydrogénovej energie. S vynikajúcou elektrickou vodivosťou, tepelnou odolnosťou a chemickou stabilitou sú ideálnymi materiálmi pre pokročilé priemyselné aplikácie, ktoré si vyžadujú výdrž vysokej teploty a presnú vodivosť.

Grafitové elektródové bradavky
Bradavky grafitových elektród sú kritické komponenty používané na spájanie úsekov elektródových stĺpcov, ktoré sa široko používajú vo vysokoteplotných priemyselných zariadeniach, ako sú elektrické oblúkové pece (EAF), panvové pece (LF) a ponorené oblúkové pece (SAF).

Grafitová elektróda UHP 550 mm
Grafitová elektróda UHP 550 mm, známa pre svoju vynikajúcu vodivosť a tepelnú stabilitu, sa široko nanáša v elektrických oblúkových peciach (EAF) a navíjacích pecách (LF). Podporuje efektívne, stabilné topenie a rafináciu ocele a neželezných kovov, čo výrazne zlepšuje rýchlosť topenia a energetickú účinnosť a zároveň zaisťuje čistotu kovu a kvalitu produktu. V modernej metalurgickej výrobe je základná konzumácia, ktorá spĺňa prísne požiadavky veľkých oceľových a neželezných kovových rastlín.