











Производи
















{kind=link}
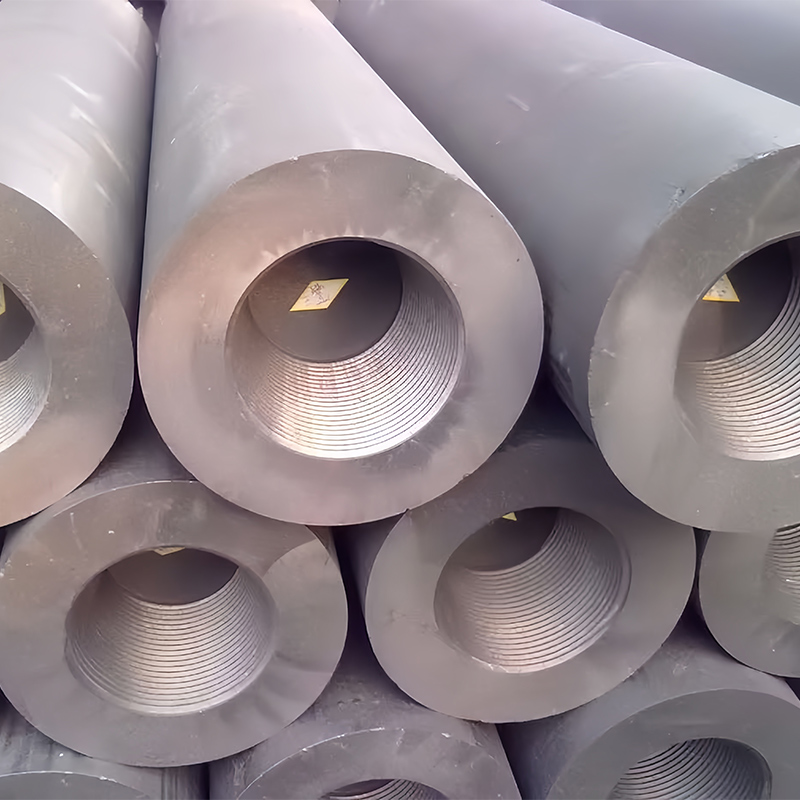
300 мм Регулар Снага (РП) Графичка електрода - поуздано решење за мале до средње електричне аршке пећи
300 мм РП Грапхитна електрода нуди економично и стабилно решење за мала до средње ЕАФС-а, пружајући поуздану проводљивост и одличну отпорност на оксидацију за производњу угљеног челика, силицијума и фосфора.
Опис
маркер
Главни опис
300ММ РП Грапхитна електрода је редовни угљенични производ за напајање, посебно пројектовани за употребу у малим до средњих електричних лучних пећи (ЕАФС), као и потопљене лучне пећи (САФС) који се користе у силиконском топлу и жуте фосфорне производње и жуте фосфорне фосфорне производње и жуте фосфорне фосфорне производње и жуте фосфорне фосфорне производње и жуте фосфорне фосфорне производње и жуте фосфорне фосфорне производње и жуте фосфорне фосфорне производње и жуте фосфорне фосфорне производње и жуте фосфорне фосфорне производње и жуте фосфорне фосфорне производње и жуте фосфорне фосфорне производње и жуте фосфорне фосфорне производње и жуте фосфорне фосфорне производње и жуте фосфорне фосфорне фосфорне и жуте фосфорне фосфорне производње и жуте фосфорне фосфорне фосфорне и жуте фосфорне фосфорне фосфорне. Ово економично, широко усвојено решење нуди стабилне електричне и механичке перформансе у умереним термичким и електричним окружењима.
Техничке спецификације:
| Параметар | Јединица | Електрода | Брадавица |
| Отпорност | ω · м | 7.5 ~ 8.5 | 5.8 ~ 6.5 |
| Снага савијања | МПА | ≥ 9 | ≥ 16.0 |
| Еластични модул | ГПА | ≤ 9.3 | ≤ 13.0 |
| Густина | Г / цм³ | 1,55 ~ 1.63 | ≥ 1.74 |
| Коефицијент топлотне експанзије (ЦТЕ) | 10⁻⁶ / ° Ц | ≤ 2.4 | ≤ 2.0 |
| Садржај пепела | % | ≤ 0,3 | ≤ 0,3 |
| Дозвољена струја | A | - | 10000 ~ 13000 |
| Густина струје | А / цм² | - | 14 ~ 18 |
| Стварни пречник | мм | Макс.: 307 мин: 302 | - |
| Стварна дужина | мм | 1800 (прилагодљив) | - |
| Толеранција дужине | мм | ± 100 | - |
| Кратка дужина владара | мм | -275 | - |
Сировине и процес производње:
РП Електроде се производе из петролејског калцинираног кокса као примарног сировина, са средњим омекшавајућим тонином катраном катрана који се користи као везиво.
Процес производње обично укључује:
● Калцинирање нафте кокса на ~ 1250 ° Ц
● Формирање кроз екструзију високог притиска или обликовања
● Почетно печење на 800-900 ° Ц да стабилизује структуру
● Импрегнација вакуумског нагиба за смањење порозности и побољшање отпорности на оксидацију
● Пребацујући се да појачају везивање
● Графитизација на до 2800 ° Ц у Ацхесон или ЛВГ пећи за појачану електричну проводљивост и структурни интегритет
Читав производни циклус обухвата отприлике 45 дана, у зависности од капацитета и планирања постројења.
Поља за апликације:
● Мали на средње величине ЕАФ-а за производњу челичног угљеника и легура
● Потопите АРЦ пећи за производњу ферозиликона, силикона металуршког разреда и жуте фосфорне
● Операције за ливнице и ливење у којима ниска потрошња електроде није основна брига
● Металуршки процеси са умереним тренутним и термичким захтевима
Препоруке за руковање и складиштење:
●Складиштење суве:Чувајте у окружењима без температуре без влаге да бисте избегли површински оксидацију и унутрашњу штету.
●Опсег температуре:Идеална температура складиштења је 20-30 ° Ц
●Паковање:Дрвене сандуке са великим дежуром са унутрашњим пенаним пуферима и филмом отпоран на влагу
●Руковање:Користите неметалне праменове и уређаје за подизање да не бисте оштетили навојне крајеве. Избегавајте да се ваљате електроде на тврдим површинама да се спречи уклањање или пуцање.
Врхунски догађаји:
● Доследни учинак под редовним ЕАФ операцијама
● Поуздана отпорност на оксидацију и механичка чврстоћа
● Економичан избор за операције са умјереним захтевима перформанси
● Компатибилан је са индустријским стандардним брадавицама РП-оцене
● Захтијева контролисану радну операцију због релативно вишег ЦТЕ-а
Контактирајте нас
Сродни популарни производи

400 мм ХП Грапхите Елецтроде - Премиум решење високог снагу за ЕАФ, ЛФ и САФ апликације
Широко коришћена у ЕАФ, ЛФ и САФ апликацијама, 400 мм ХП Грапхитна електрода нуди одличну проводљивост, топлотни отпор удара и механичке чврстоће-сталне перформансе стабилних лука, нижу потрошњу енергије, продужену животни век електрода и побољшану ефикасност у производњи челичне и легуре.

Калцинирано каросерија (ЦПЦ)
Цалцитинед Петролеум Цоке (ЦПЦ) је од суштинског значаја за производњу графитних струја, алуминијумски топљиви аноде, алуминизери у ливењу гвожђа и као редукционо средство у процесу смањења у тио-хлоридним процесима - чинећи га кључним сировинама у металургији и угљених апликација.

Класификација графичних материјала за електроде и апликације са високим температурама
Графитни производи се широко користе у полуводичким термичким пољима, ваздухопловним млазницама, АРЦ Електрода и хемијски електролизни системи. Садржи ултра високу чистоћу, одличну топлотну отпорност и ниску електричну отпорност, они служе као суштински материјали у напредној индустрији производње и енергетике.

РП Графите Електроде
РП графитне електроде се широко користе у малим на средњим електричним лучним пећима за челична производња, силицијум, фосфор и производњу алуминијума. Погодни су за умјерене густине струје, нудећи одличну електричну проводљивост и топлотну стабилност - суштински потрошни у традиционалним металургијским процесима.

550 мм Високо Повер Грапхите Елецтроде (ХП) - Прилагођени непромишљени за апликације са високим оптерећењем
550 мм високе графите електроде је прилагођени, нестандардни производ прилагођен по потопљеним лучним пећима велике капацитете (САФ). Нуди изузетну топлотну стабилност, електричну проводљивост и механичку чврстоћу, широко се користи у екстремним условима миља, као што је производња легура мангана.

Ултра висока снага (УХП) графитни електроде
УХП графитне електроде се широко користе у електричној лучној вучној пећи, нудећи високу проводљивост, одличну отпорност на топлоту и механичку чврстоћу, значајно побољшање ефикасности топљења и квалитета производа, што их чини неопходно у модерној челичној производњи.

500 мм РП Графитна електрода - Напредне перформансе за велике стручне пећи на великим размерама
500 мм РП Грапхитна електрода дизајнирана је за велики капацитет, који нуде врхунску проводљивост, механичку чврстоћу и топлотну стабилност. Напредна производња осигурава ниско отпорност и висок топлотни отпор, смањујући потрошњу електроде и повећавајући ефикасност челика - економично решење.

350 мм ХП Грапхитна електрода - Решење високих перформанси за ЕАФ и ЛФ апликације
350 мм ХП Грапхитна електрода идеална је за ЕАФ Стеелмакинг, ЛФ Секундарно прерађивање и продукцију легуре са заштитним средствима, погодним за топљење угљеника и нервозног метала, осигуравајући стабилне перформансе АРЦ-а и супериорне чистоће од метала.

550мм РП Грапхите Елецтроде - раствор високог перформанси за електричне лучне пећи великих капацитета
Идеално за електричне лучне пећи великих капацитета (ЕАФ), пећи на лабању (ЛФ) и потопљене лучне пећи (САФ). Широко се користи у високим челичним биљкама и производњи ферроаллои, посебно за објекте који прелазе 700.000 тона годишње имајући циљ смањење потрошње електроде и побољшати стабилност процеса.

Полу-графитизовани петролеј кокс (СГПЦ)
СГПЦ се широко користи у ЕАФ Стеелмакинг, Ливностима и производњи електрода као економично-карбуризатором, побољшавајући квалитет топљења и постављање РП-ове производње електрода и ниске апликације за производњу и ниске проводљивости.

Прилагођени графички делови за специјалне обликовање прецизних прецизних графичких компонента
Графички делови специјалних облика су од виталног значаја у металургију, ливење, полуводич, ПВ и системима за плијесни пренос због њихове одличне проводљивости, топлотне стабилности и хемијског отпора.

ГРАФИТНИ Блокови високих чистоћа - прецизни угљенични материјали за електроду, металургију и термичку обраду индустрије
Графички блокови високог чистоћа су од суштинског значаја у производњи УХП електрода, ЕДМ машине, компонентама за вакуумске пећи и монокристални силиконски термички системи идеалне за захтевање високих температура, проводљивих индустријских окружења.

450 мм Висока снага (ХП) Графитна електрода - оптимизована за жути фосфор и нехрђајући челик
450 мм ХП Грапхитна електрода је оптимизована за жути фосфор и мазање од нехрђајућег челика, испоручујући врхунску проводљивост, топлотни отпор удара и трајност оксидације у високо оптерећењу.

Графитизовани петролејски кокс (ГПЦ)
ГПЦ је од суштинског значаја у производњи УХП Грапхите Елецтроде, челичним ретралбуризацијом, анодама батерије и алуминијумске катоде, нудећи ултра-низак сумпор, високу чистоћу, одличну проводљивост и топлотну стабилност и напредну металуршку и енергетску индустрију.

Графитне електроде брадавице
Графитне брадавице електроде су критичне компоненте које се користе за повезивање делова колона електроде, широко примењене у индустријској опреми високог температура, као што су електрични лучни пећи (ЕАФ), пећи за лампице (ЛФ) и потопљени лучни пећи (САФ).

Графитне плоче - прилагођене димензије | Материјал заснован на петролејском коксику
Идеално за употребу у металуршким пећима, вакуумским системима, хемијској опреми и прецизној графитној обради. Отпоран на високу температуру, хемијски стабилан и пројектован за захтевне индустријске апликације.